Презентация содержит материал о станках седьмой группы. их назначение, устройстве, используемом инструменте
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Строгальные и протяжные станки
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Строгальные и протяжные станки»

- Классификация группы
- Долбежные станки
- Строгальные станки
- Протяжные станки
В 7 группу входят следующие типы:
- 1 - продольно-строгальные одностоечные станки;
- 2 - продольно-строгальные двухстоечные станки;
- 3 - поперечно-строгальные станки;
- 4 - долбежные станки;
- 5 и 7 - протяжные станки;
- 9 - разные строгальные станки.
- 7110, 7116, 7112 - это одностоечные продольно-строгальные станки;
- 7212, 7216, 7228, 7289 - это двухстоечные продольно-строгальные станки;
- 7303, 737, 739, 7307 - поперечно-строгальные станки;
- 7410, 7414, 7432 - долбежные станки.
- Первая цифра указывает группу, вторая - тип, третья и четвертая - основной параметр станка: у продольно-строгальных - максимальную ширину изделия, у поперечно-строгальных и долбежных - наибольший ход ползуна.
- Если станки имеют программное управление, то к их шифру в конце добавляются индексы:
- Ц - цикловое программное управление,
- Т - оперативная система,
- Ф1 - цифровая индикация и предварительный набор координат,
- Ф2 - позиционная система числового программного управления (ЧПУ),
- ФЗ - контурная система ЧПУ,
- Ф4 - универсальная система ЧПУ с позиционной и контурной обработкой
Станок мод. 7А216Ф1- цифровую индикацию и предварительный набор координат; поперечно-строгальный станок 7Д36Ц оснащен цикловым программным управлением.

- для обработки резцами плоскостей и фасонных линейчатых поверхностей,
- канавок, пазов в условиях единичного и мелкосерийного производства.
- при использовании делительных головок можно обработать зубчатое колесо, кулачки и другие фасонные поверхности .

- вертикальные 1,
- горизонтальные 2
- наклонные поверхности 3,
- уступы 7,
- пазы 5,
- канавки 4
- криволинейные поверхности 6.

Основным параметром этих станков является наибольшая длина хода ползуна - 200... 1000 мм.
Станина 1, стойка 2, стол 3, траверса 4, поворотная и откидная доска 5, суппорт 6,ползун 7, совершающий возвратно-поступательное движение с помощью кулисного механизма или от гидроцилиндра.


а- проходной; б- подрезной; в- отрезной; г- фасонные.
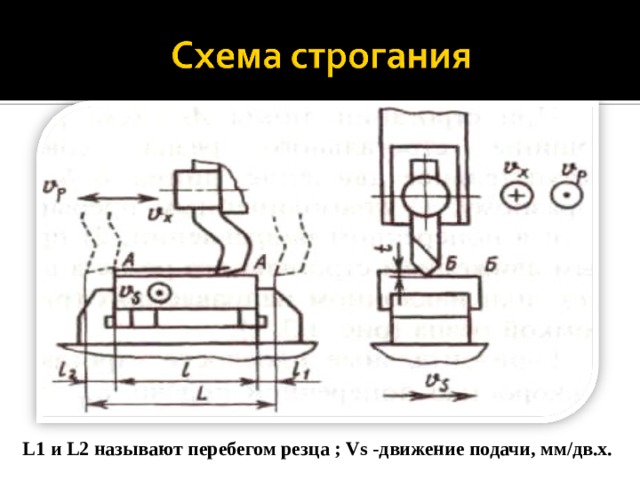
L1 и L2 называют перебегом резца ; Vs - движение подачи, мм/дв.х.

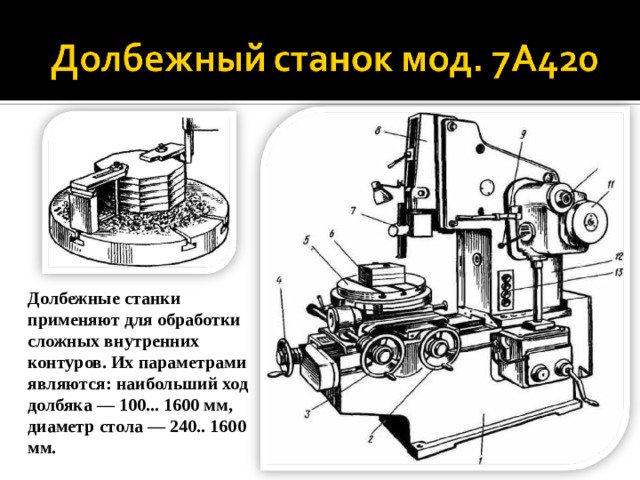
Долбежные станки применяют для обработки сложных внутренних контуров. Их параметрами являются: наибольший ход долбяка — 100... 1600 мм, диаметр стола — 240.. 1600 мм.

Долбежный станок имеет продольную, поперечную и круговую подачу стола. Предназначен для обработки:
Отверстий:
- квадратных ;
- шестигранных;
- шлицевых;
Поверхностей:
- наружных плоских;
- линейчатых


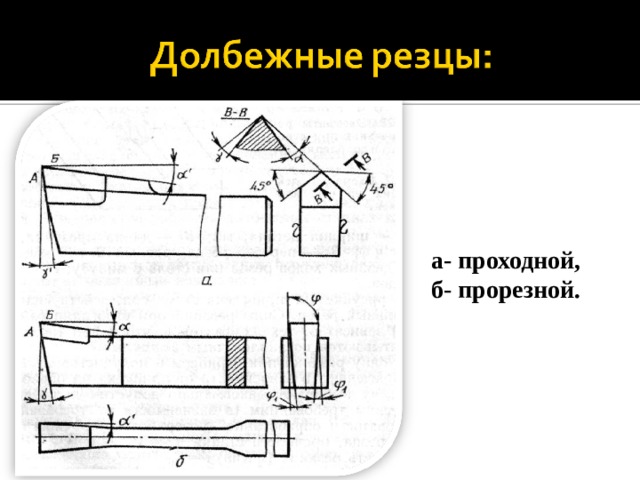
а- проходной,
б- прорезной.

1- станина; 2- гидростанция; 3- электродвигатель; 4- гидроцилиндр;
5- гидрораспределитель; 6- рабочая каретка; 7- протяжка; 8- корпус;
9- опора; 10- корыто; 11- деталь; 12- стойка; 13- насос для СОЖ.

;
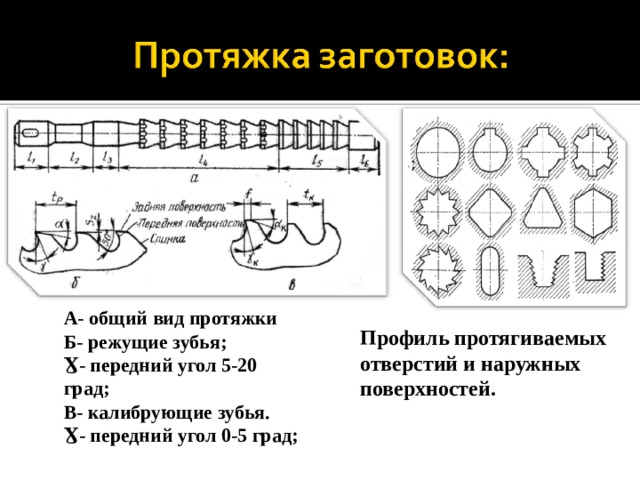
А- общий вид протяжки
Б- режущие зубья;
Ɣ - передний угол 5-20 град;
В- калибрующие зубья.
Ɣ - передний угол 0-5 град;
Профиль протягиваемых
отверстий и наружных
поверхностей.
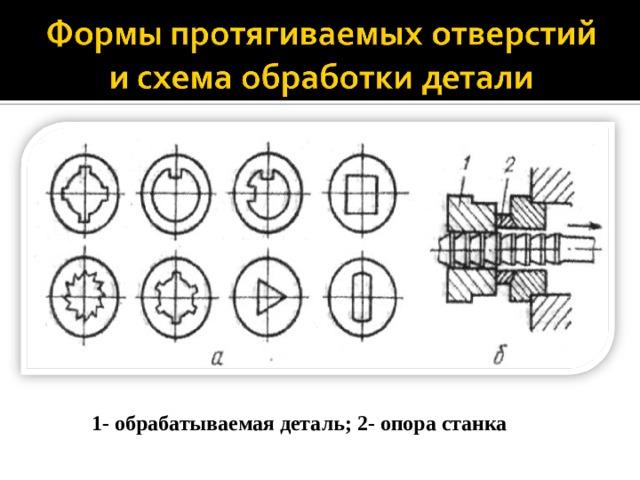
1- обрабатываемая деталь; 2- опора станка
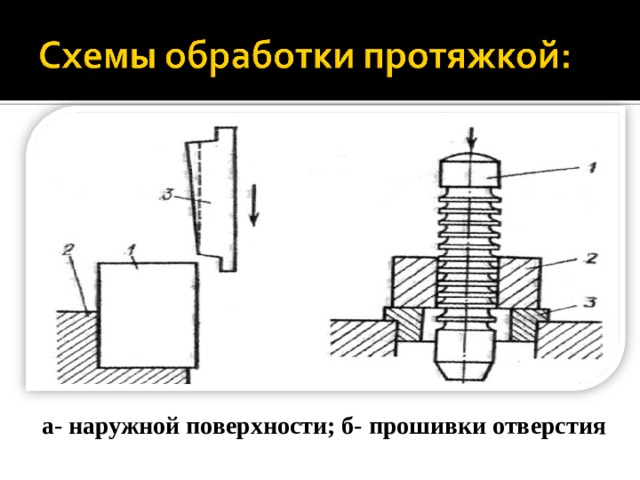
а- наружной поверхности; б- прошивки отверстия







Полезное для учителя




Распродажа видеоуроков!

1860 руб.
2860 руб.

1750 руб.
2690 руб.

1530 руб.
2350 руб.

1640 руб.
2530 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства