Наплавка смежных параллельных валиков
на пластины в нижнем положении шва без скоса кромок
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Наплавка смежных параллельных валиков
на пластины в нижнем положении шва без скоса кромок






Дуговая наплавка и сварка пластин электродами в нижнем, наклонном, горизонтальном и вертикальном положении шва.
1. Дополнить и систематизировать знания и умения в выполнении наплавки смежных параллельных валиков в нижнем положении шва.
2. Развивать навыки и умения в выполнении основных операций в сварочных работах. Развитие глазомера.
3. Воспитание точности, аккуратности в выполнении работ, экономии в отношении к используемому материалу.
4. Отработка навыков самоконтроля.
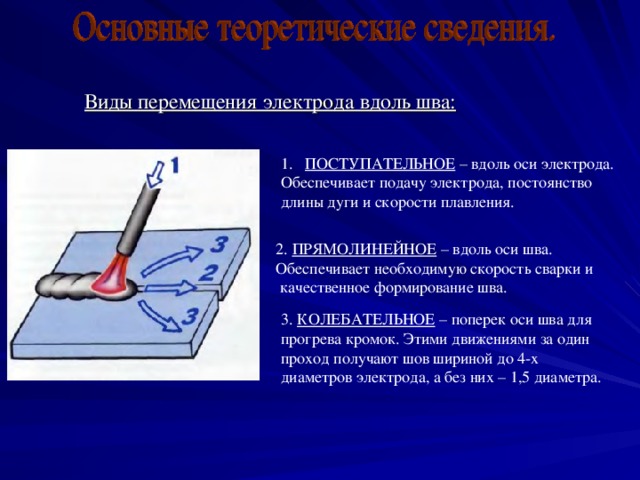
Виды перемещения электрода вдоль шва:
Обеспечивает подачу электрода, постоянство
длины дуги и скорости плавления.
2. ПРЯМОЛИНЕЙНОЕ – вдоль оси шва.
Обеспечивает необходимую скорость сварки и
качественное формирование шва.
3. КОЛЕБАТЕЛЬНОЕ – поперек оси шва для прогрева кромок. Этими движениями за один проход получают шов шириной до 4-х диаметров электрода, а без них – 1,5 диаметра.
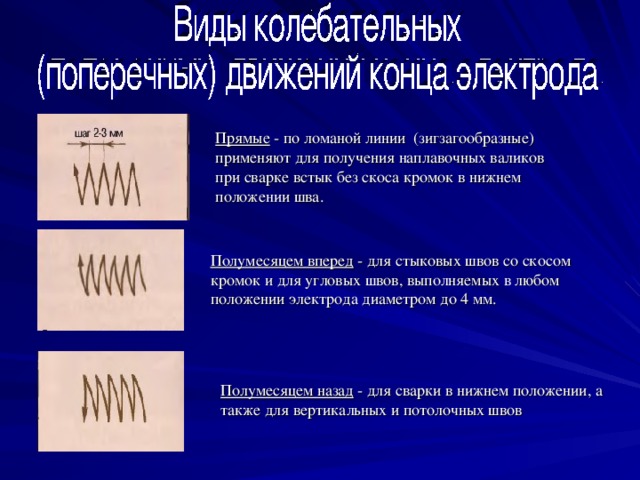
Прямые - по ломаной линии (зигзагообразные)
применяют для получения наплавочных валиков
при сварке встык без скоса кромок в нижнем
положении шва.
Полумесяцем вперед - для стыковых швов со скосом кромок и для угловых швов, выполняемых в любом положении электрода диаметром до 4 мм.
Полумесяцем назад - для сварки в нижнем положении, а также для вертикальных и потолочных швов
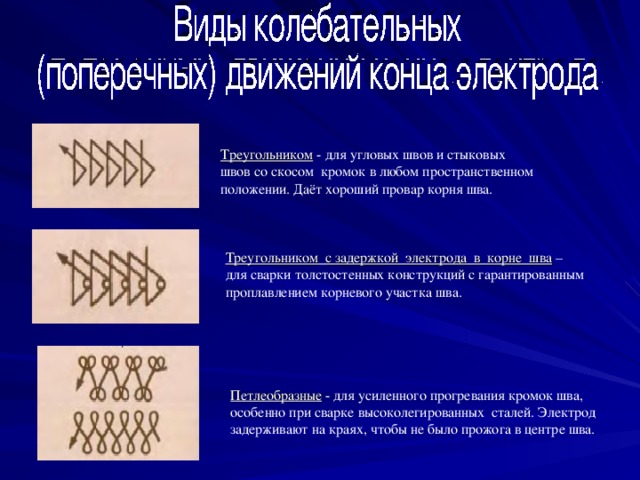
Треугольником - для угловых швов и стыковых
швов со скосом кромок в любом пространственном
положении. Даёт хороший провар корня шва.
Треугольником с задержкой электрода в корне шва –
для сварки толстостенных конструкций с гарантированным
проплавлением корневого участка шва.
Петлеобразные - для усиленного прогревания кромок шва, особенно при сварке высоколегированных сталей. Электрод задерживают на краях, чтобы не было прожога в центре шва.

Способы зажигания и обрыва сварочной дуги.
Дугу зажигают коротким прикосновением электрода
к изделию (впритык) или чирканьем концом электрода о поверхность металла («спичкой»).
Обрыв дуги.
В конце шва нельзя обрывать дугу сразу.
Электрод перемещают на верхний край
сварочной ванны (1-2) и затем быстро
отводят (3) от кратера.
Дугу обрывают в конце сварного шва (1),
А затем повторно зажигают (2) для фор-
мирования необходимой высоты шва.
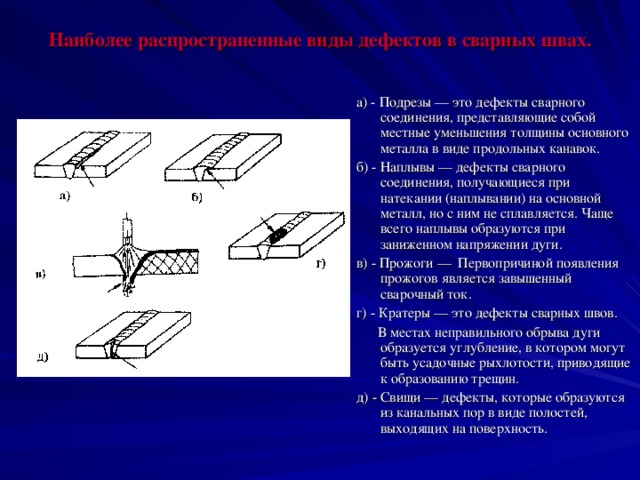
Наиболее распространенные виды дефектов в сварных швах.
а) - Подрезы — это дефекты сварного соединения, представляющие собой местные уменьшения толщины основного металла в виде продольных канавок.
б) - Наплывы — дефекты сварного соединения, получающиеся при натекании (наплывании) на основной металл, но с ним не сплавляется. Чаще всего наплывы образуются при заниженном напряжении дуги.
в) - Прожоги — Первопричиной появления прожогов является завышенный сварочный ток.
г) - Кратеры — это дефекты сварных швов.
В местах неправильного обрыва дуги образуется углубление, в котором могут быть усадочные рыхлотости, приводящие к образованию трещин.
д) - Свищи — дефекты, которые образуются из канальных пор в виде полостей, выходящих на поверхность.
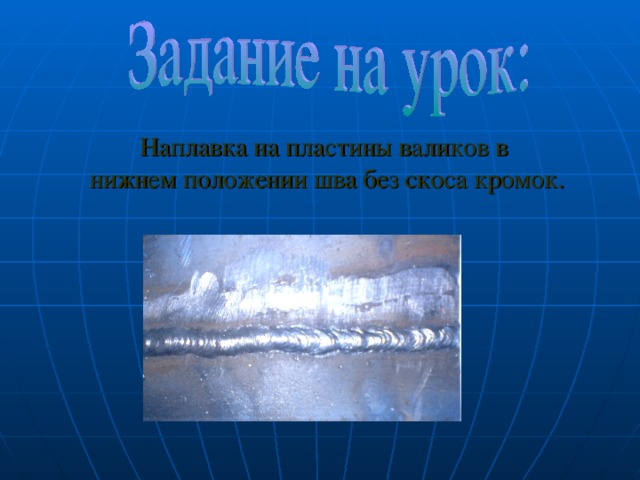
Наплавка на пластины валиков в
нижнем положении шва без скоса кромок.
Технологическая последовательность
выполнения задания:
При наличии дефектного шва :
- Удалить бракованный шов.
- Зачистить место сварки.
- Выполнить повторный процесс наплавки сварного шва .
Использование новых технологий в сварочном производстве.
Техника безопасности
при выполнении сварочных работ.
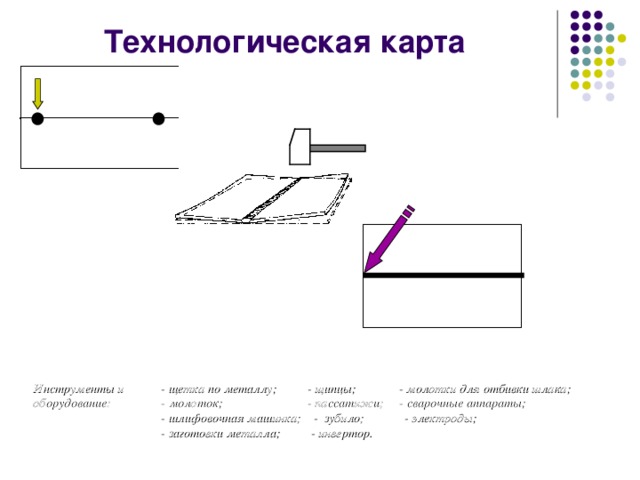
Технологическая карта
1. Выполнить прихватки.
2. Отбить шлаки.
3. Отрихтовать заготовку при необходимости
4. Выполнить сварное соединение
сплошным швом в нижнем положении.
5. Первое охлаждение.
6. Отбить шлаки.
7. Полное охлаждение детали.
8. Очистка детали от брызг металла.
Инструменты и - щетка по металлу; - щипцы; - молотки для отбивки шлака;
оборудование: - молоток; - пассатижи; - сварочные аппараты;
- шлифовочная машинка; - зубило; - электроды;
- заготовки металла; - инвертор.
конец









* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт







