Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Презентация: "Технологический процесс изготовления решетчатой конструкции ограждения MIG/MAG"






Просмотр содержимого документа
«Презентация: "Технологический процесс изготовления решетчатой конструкции ограждения MIG/MAG"»
ГОСУДАРСТЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ МОСКОВСКОЙ ОБЛАСТИ «СТУПИНСКИЙ ТЕХНИКУМ ИМ. А.Т. ТУМАНОВА»
Технологический процесс изготовления решетчатой конструкции ограждения MIG/MAG
- Автор: Варфоломеева Н.А.

Цель работы
- Целью работы является изготовление решетчатой конструкции в целях защитного ограждения.
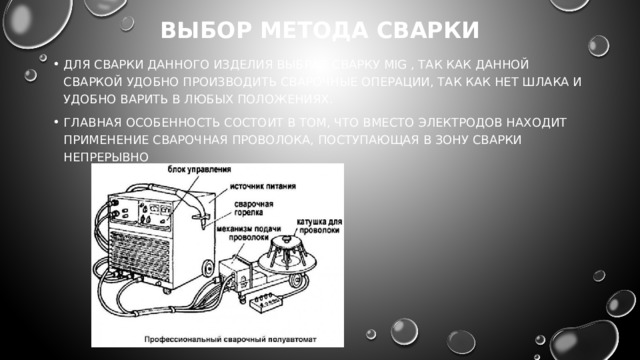
Выбор метода сварки
- Для сварки данного изделия выбрал сварку МIg , так как данной сваркой удобно производить сварочные операции, так как нет шлака и удобно варить в любых положениях.
- Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно
Технологический процесс
- техпроцесс — это полное описание этапов сборки и сварки изделия. Технологический процесс разрабатывается после того, как будут готовы чертежи будущей металлоконструкции. Чертеж делают, опираясь на ГОСТы, технические условия, санитарные нормы и правила (СНИП), при этом во главу ставят качество будущей конструкции и разумную экономию.

Операционная технологическая карта сварки защитного перекрытия
Вид сварки
MIG/MAG
Основной материал
Ст.3 ГОСТ1050-2013
Сварочное оборудование и материалы
требования
Типоразмер
к прихватке
Режим сварки
Тип соединения
Пруток 10 ГОСТ 2590-2006
Сварочный полуавтомат инверторный WESTER MIG-140i MIG/MAG/MMA 40-140A 0.6-0.8 мм
Пространственное положение
У3
прихватки длиной не более 10мм
Углекислота
Схема сборки защитного перекрытия
Наименование шифр НТД
Горизонтальное
Сила тока
СП 42-102-2004
Нижнее
Дополнительные параметры режима сварки
полярность
70-95А
Расход газа 12 л/мин
Потолочное
Обратная
Катет шва – не менее 3мм, число слоёв 1

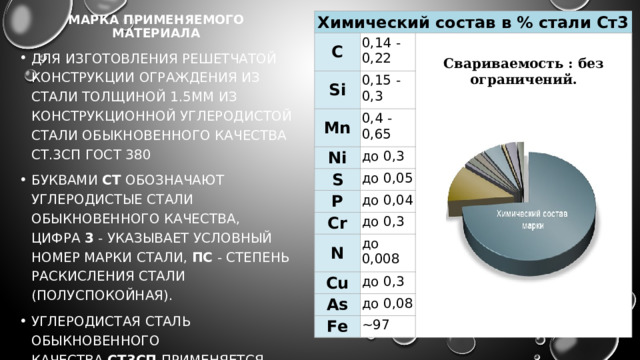
Марка применяемого материала
Химический состав в % стали Ст3
C
0,14 - 0,22
Si
Mn
0,15 - 0,3
0,4 - 0,65
Свариваемость : без ограничений.
Ni
S
до 0,3
P
до 0,05
Cr
до 0,04
N
до 0,3
до 0,008
Cu
As
до 0,3
до 0,08
Fe
~97
- Для изготовления решетчатой конструкции ограждения из стали толщиной 1.5мм из конструкционной углеродистой стали обыкновенного качества Ст.3сп ГОСТ 380
- Буквами Ст обозначают углеродистые стали обыкновенного качества, цифра 3 - указывает условный номер марки стали, пс - степень раскисления стали (полуспокойная).
- Углеродистая сталь обыкновенного качества Ст3СП применяется для несущих и ненесущих элементов сварных и несварных конструкций и деталей.
- Ст.3 является широко распространенной сталью в нефтяной, нефтехимической и нефтегазовой промышленности. Из стали этой марки можно изготавливать сварные и штампованные изделия:
Сварочные материалы
- Для сварки конструкции выбрал газ Углекислота.
- Работа в атмосфере СО 2 имеет следующие преимущества перед другими видами сварки:
- надежная защита сварной зоны от химически активных веществ;
- дешевизна;
- возможность варить «на весу», без использования подкладочных пластин;
- устойчивая дуга на тонкостенных заготовках;
- рациональное использование тепловой энергии электродуги.
- Кроме достоинств, методу присущ и ряд недостатков:
- низкая пригодность для работы с высоколегированными сплавами и цветными металлами;
- сложность проведения многослойной сварки;
- опасность удушья при работе в непроветриваемых объемах.
- Полярность при сварке полуавтоматом в среде углекислого газа обратная, то есть «плюс» подсоединяется к заготовке, а «минус» — к электроду. При работе прямой полярностью в среде СО 2 будет трудно обеспечить стабильность электродуги . Нестабильная дуга при такой схеме подключения приводит к возникновению дефектов
- сварного шва.
Выбор режима сварки
- Перед тем как приступать к работам стоит разобраться с тем, какой должен быть правильный диаметр проволоки. Его показатель колеблется от 0,5 до 3 мм. Расчет режимов сварки в защитных газах обязательно должен проводиться с учетом этого показателя.
- Но все же чтобы подобрать правильный диаметр проволоки стоит учитывать следующие нюансы:
- Диаметр присадочного материала стоит подбирать в соответствии с толщиной свариваемого металлического изделия.
- При применении проволоки с большим диаметром всегда необходимо повышать силу тока.
- Важно учитывать марку используемой проволоки. А именно металл, из которого выполнена проволока, а также компоненты, входящих в состав.
- Для сваривания изделий из низкоуглеродистой или низколегированной стали стоит применять проволоки с добавлением раскислителей. В состав должны входить такие компоненты, как кремний и марганец.
- Для обработки легированной или высоколегированной стали в среде защитных газов стоит применять проволоку, выполненную из того же металла, что и деталь, которая будет подвергаться свариванию. Сила, полярность и род сварочного тока
- Параметры сварки полуавтомат включают правильную настройку тока, который применяется во время сваривания и обработки металлических изделий. В стандартном полуавтоматическом приборе можно самостоятельно отрегулировать показатели силы, полярности и рода сварочного тока. Но все же каждый обладает определенными критериями.
- Скоростные показатели подачи проволоки
- Выполняя расчет режима сварки в углекислом газе, стоит учесть скорость подачи проволоки. Этот показатель оказывает огромное влияние на сварочный шов.

Какое использовал оборудование.
- Сварочный полуавтомат инверторный WESTER MIG-140i MIG/MAG/MMA
- Параметры электрической сети .
- Число фаз однофазная сеть
- Входное напряжение 220 В .
- Потребляемая мощность 4.7 кВт
- Характеристики сварки.
- Тип сварки ручная дуговая (MMA), полуавтоматическая (MIG/MAG)
- Напряжение холостого хода 55 В
- Максимальный сварочный ток 110 А
- Минимальный сварочный ток 40 А.
- УШМ Makita GA5034, 720 Вт, 125 мм.( богарка)
- Самыми популярный диаметр для "домашнего использования" - 115, 125, 150, 180 и 230 мм. Для эксплуатации в гараже или достаточно от 120 до 180 мм
- Для разметки и контроля изделия необходимы
- Линейки, Рулетка, Уровень, Угольник металлический или деревянный, Штангенциркуль, маркер и т. д
Организация рабочего места и охрана труда
- для полноценного оснащения сварочного поста необходимо укомплектовать его электрическим оборудованием, дополнительной оснасткой и вспомогательными средствами:
- источник тока для образования сварочной дуги, которым является сварочный трансформатор или инвертор;
- токоподводящие кабеля в надежной оплетке, выдерживающей большую силу тока и постоянное механическое воздействие.
- проводники должны иметь соответствующее крепление на конце для подключения к клеммам, держатели электродов и «массу»;
- газовые горелки для работы с газосварочным оборудованием;
- приспособления и другие инструменты для выполнения сварочных работ: зажимы, струбцины, держатели;
- сварочный стол;
- средства защиты: термоустойчивый костюм, специальные рукавицы, маска сварщика, головной убор с отворотом.
- Отличительная особенность передвижного сварочного поста заключается в том, что у него отсутствуют какие-либо границы. Это объясняется тем, что специалисту необходимо постоянно перемещаться для выполнения своих обязанностей в пределах определенного ареала: строительной площадки, сварочного цеха, производственного участка и т.п.
Техника безопасности
- Сварочные работы считаются опасными и вредными не просто так. На местах сварки потенциальные опасности подстерегают повсюду. Это могут быть опасные горючие вещества, высокие температуры предметов, огнеопасные и взрывоопасные вещества, возникший пожар. Поэтому охрана труда при проведении сварочных работ играет ключевую роль.
- Правила и ТЕХНИКА БЕЗОПАСНОСТИ при сварочной деятельности устанавливаются путем принятия локального нормативно-правового акта на предприятии, в организации – Инструкции по охране труда (далее — Инструкция). В зависимости от специфики деятельности предприятия Инструкция по охране может одна, общая. Если предприятие имеет значительные объемы производства, сочетает в себе несколько направлений деятельности, то инструкций по охране труда может быть несколько, по
техника безопасности. Основные положения безопасности.
- Правила безопасности при сварке:
- Необходима концентрация внимания при осуществлении сварочного процесса. Нельзя отвлекаться на посторонние дела.
- Не должны находиться вблизи горючие жидкости, сухой мусор, промасленная ветошь.
- Использование защитной маски.
- Переноска на новое место сварочного оборудования возможна только при его отключении из электросети.
- При работе на высоте необходимо использование страховочных поясов.
- Работа на открытом воздухе недопустима во время атмосферных осадков.
- При минусовой температуре необходимо наличие обогревающих устройств для исключения обморожения рук.
- При ремонте автотранспорта проверить отключение аккумулятора.
- При длительных перерывах отключать электрооборудование от сети, включенные приборы не оставлять без присмотра.
- Недопустима работа неисправными приборами.
- Место работы должно быть хорошо освещено.
- Надежная фиксация свариваемых металлоконструкций.
- Недопустимо присутствие посторонних лиц в месте проведения сварки.
- Наличие необходимой экипировки. Недопустимость влажной одежды и открытых участков кожного покрова.
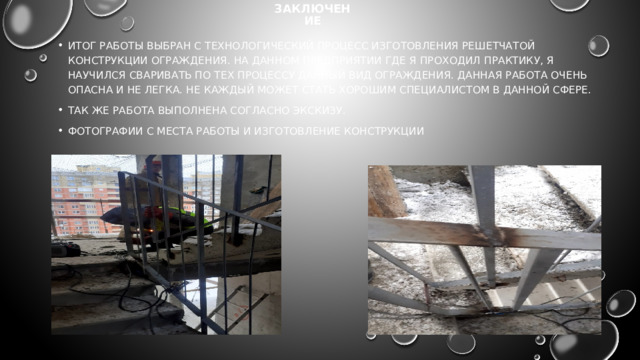
Заключение
- Итог работы выбран с Технологический процесс изготовления решетчатой конструкции ограждения. На данном предприятии где я проходил практику, я научился сваривать по тех процессу данный вид ограждения. Данная работа очень опасна и не легка. Не каждый может стать хорошим специалистом в данной сфере.
- Так же работа выполнена согласно экскизу.
- Фотографии с места работы и изготовление конструкции
Список использованной литературы и источников .
- Овчинников В.В. Основы технологии сварки и сварочное оборудование: учебник для студ. учреждений сред. проф. образования. 2-е изд., стер.-М: Издательский центр «Академия», 2018.-256 с. ISBN 978-5-4468-6157-6
- В.В. Овчинников Ручная дуговая сварка (наплавка, резка) плавящимся покрытым электродом: учебник для студ. учреждений сред. проф. образования. 3-е изд., стер.-М.: Издательский центр «Академия», 2018.-208 с. ISBN 978-5-4468-6965-7
- Б.Г. Маслов, А.П. Выборнов Производство сварных конструкций. Учебник для студ. учреждений сред. проф. образования. М: Издательский центр «Академия», 2017.-С.288
- Овчинников В.В. ПОДГОТОВИТЕЛЬН-СВАРОЧНЫЕ РАБОТЫ
- Учебник для студ. учреждений сред. проф. образования. 2-е изд., стер.-М: Издательский центр «Академия», 2017.-192 с. ISBN 978-5-4468-6157-6
- Дополнительные источники
- https://svarkaved.ru/ https://chezmk.ru/stati/chto-takoe-svarka-i-ee-vidy/ https://studbooks.net/
- https://svarka.guru/







Презентация: "Технологический процесс изготовления решетчатой конструкции ограждения MIG/MAG"
Полезное для учителя








* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт