Технологический процесс сборки и сварки представляет собой часть производственного процесса, связанную
с последовательным соединением, взаимным ориентированием
и фиксацией деталей с целью получения готового изделия, удовлетворяющего заданным требованиям..
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Презентация: Сборка и сварка мангала методом MIG/MAG
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Презентация: Сборка и сварка мангала методом MIG/MAG»
ГОСУДАРСТЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ МОСКОВСКОЙ ОБЛАСТИ «СТУПИНСКИЙ ТЕХНИКУМ ИМ. А.Т. ТУМАНОВА»
- Сборка и сварка мангала методом MIG/MAG
Автор студент 3 курса группы С-4 Щербаков Иван Константинович

Цель работы
- Освоить технологический процесс сборки и сварки мангала методом
MIG/MAG
Технологический процесс сборки и сварки представляет собой
часть производственного процесса , связанную с последовательным соединением, взаимным ориентированием и фиксацией деталей с целью получения готового изделия, удовлетворяющего заданным требованиям. .
Процесс сборки состоит из следующих видов работ:
- подготовка деталей к сборке — различные слесарно-пригоночные работы;
- сборочные операции, т.е. процессы соединения сопрягаемых деталей и узлов с обеспечением правильного их взаимного положения
Процесс с варки — является финальной операцией технологического процесса изготовления готового изделия.

Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.
В технологическом процессе изготовления мангала применена сварка полуавтоматическая MIG/MAG
Стоит отметить,
что полуавтоматическая сварка
является безопасным и лёгким
в использовании процессом,
обеспечивающим надёжное
соединение деталей.
При этом коробление
практически не наблюдается.
Схема сварки ММА
Схема сварки MIG/MAG

Сварочный инверторный аппарат RIVCEN MIG 250
Тип аппарата - сварочный инвертор
Ручная дуговая сварка MMA - есть
Сварочный ток (MMA) - 20-250 А
Сварочный ток (MIG/MAG) - 20-250 А
Напряжение холостого хода - 15 В
Продолжительность включения
при максимальном токе - 60 %
Оборудование

Сварочные материалы
Для сварки конструкции выбрал проволоку Св08Г2С, которая применяется во многих видах сварки .
Химический состав, %
Углерод
Кремний
0,8
1
Марганец
2
Обозначение и расшифровка
СВ – сварочная 0,8 – содержание углерода 0,08% (низкоуглеродистая);
Г2 – марганец 2%; С – кремний, менее 1%; общее содержание легирующих элементов более 2,5%, значит проволока – легированная.
Аргон и углекислота Ar + CO2
(сварочная смесь) .
Данный состав эффективен
При сварке низкоуглеродистых сталей.
Увеличивается плотность
сварных соединений
в результате уменьшения пористости шва.
Снижается расход электродного металла
вследствие уменьшения разбрызгивания.
При большом содержании углекислоты
(20%) можно варить толстостенные детали,
даже в случае загрязненной поверхности.
Защитные газы.
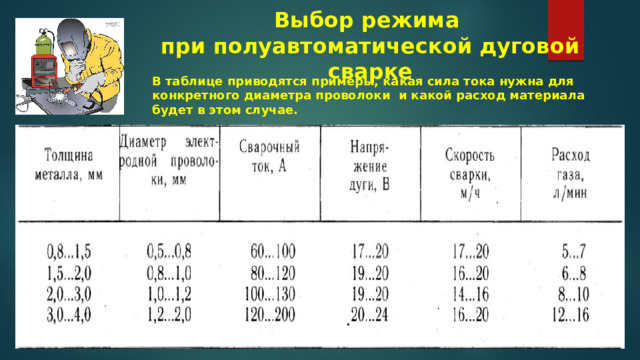
Выбор режима
при полуавтоматической дуговой сварке
В таблице приводятся примеры, какая сила тока нужна для конкретного диаметра проволоки и какой расход материала будет в этом случае.
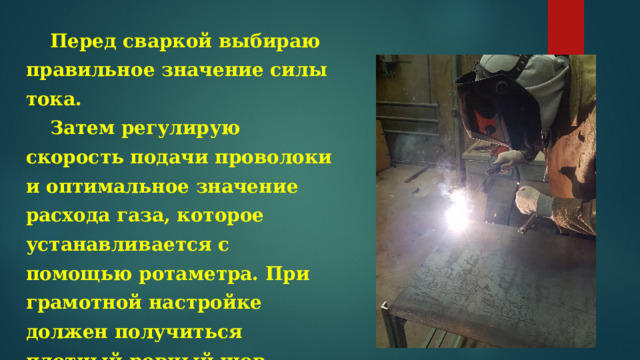
Перед сваркой выбираю правильное значение силы тока.
Затем регулирую скорость подачи проволоки и оптимальное значение расхода газа, которое устанавливается с помощью ротаметра. При грамотной настройке должен получиться плотный ровный шов.
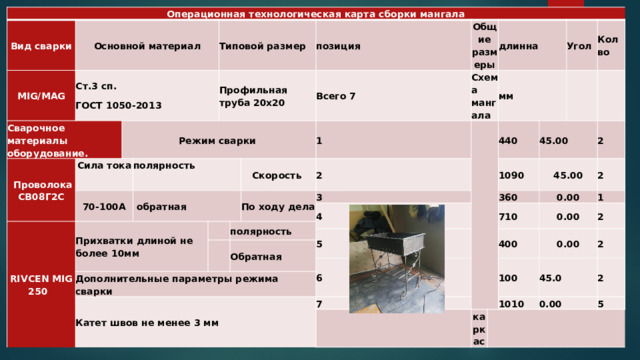
Операционная технологическая карта сборки мангала
Вид сварки
MIG/MAG
Основной материал
Сварочное материалы оборудование.
Ст.3 сп.
Проволока СВ08Г2С
ГОСТ 1050-2013
Режим сварки
Сила тока
70-100А
Типовой размер
RIVCEN MIG 250
Профильная труба 20х20
полярность
обратная
Прихватки длиной не более 10мм
позиция
Общие размеры
Всего 7
1
Скорость
Схема мангала
По ходу дела
длинна
Дополнительные параметры режима сварки
2
3
мм
Катет швов не менее 3 мм
полярность
440
4
Угол
45.00
Кол во
1090
Обратная
360
45.00
5
0.00
2
710
0.00
2
6
1
400
0.00
2
7
100
45.0
2
каркас
1010
2
0.00
5
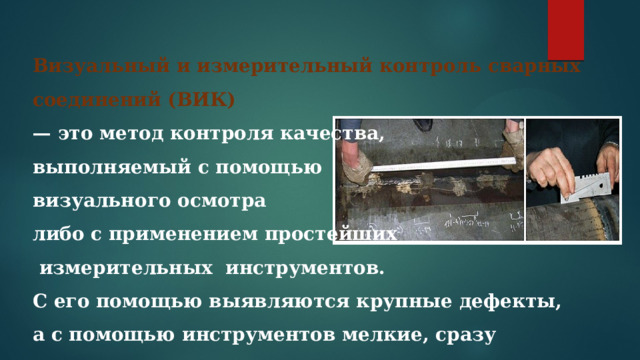
Визуальный и измерительный контроль сварных соединений (ВИК)
— это метод контроля качества,
выполняемый с помощью
визуального осмотра
либо с применением простейших
измерительных инструментов. С его помощью выявляются крупные дефекты, а с помощью инструментов мелкие, сразу незаметные.

Заключение
Итогом работы является выбор технологии сборки-сварки мангала. В рамках работы была проанализирована специальная литература, подобрана необходимое оборудование, инструменты и материалы, согласно чертежу, разработана последовательность сборки-сварки конструкции, описаны опасные производственные факторы и техника безопасности при производстве сварочных работ.
Список использованной литературы
- В.В. Овчинников Частично механизированная сварка (наплавка) плавлением в защитном газе : учебник / В.В. Овчинников. — Москва : КНОРУС, 2019. — 196 с. — (Среднее профессиональное образование). ISBN 978-5-406-06550-1
- В.П. Лялякин, Д.Б. Слинко Частично механизированная сварка (наплавка) плавлением: учебник для студ. учреждений сред. проф. образования. М: Издательский центр «Академия», 2019-192 с. ISBN 978-5- 4468-8119-2
- Овчинников В.В. ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
Учебник для студ. учреждений сред. проф. образования. 2-е изд., стер.-М: Издательский центр «Академия», 2017.-192 с. ISBN 978-5-4468-6157-6
4. Овчинников В.В. Контроль качества сварных соединений учебник для студ. учреждений сред. проф. образования. 2-е изд., стер.-М: Издательский центр «Академия», 2017.-208 с. ISBN 978-5-4468-5085-3







Полезное для учителя




Распродажа видеоуроков!

1810 руб.
2780 руб.

2000 руб.
3080 руб.

1730 руб.
2660 руб.
1900 руб.
2930 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства