Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Презентация на тему: "Технологический процесс изготовления дачного забора сваркой методом ММА"






Просмотр содержимого документа
«Презентация на тему: "Технологический процесс изготовления дачного забора сваркой методом ММА"»
ГОСУДАРСТЕННОЕ БЮДЖЕТНОЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ МОСКОВСКОЙ ОБЛАСТИ «СТУПИНСКИЙ ТЕХНИКУМ ИМ. А.Т. ТУМАНОВА»
Технологический процесс изготовления дачного забора сваркой методом ММА
Автор: Варфоломеева Надежда Александровна
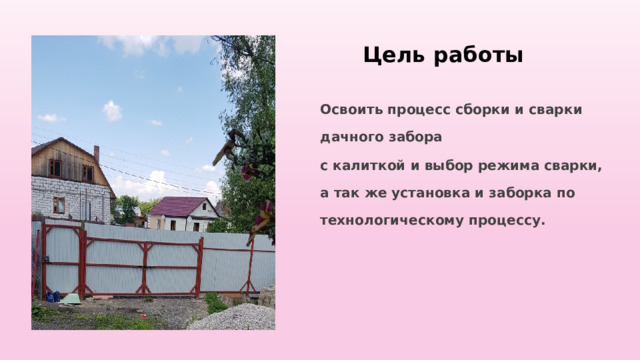
Цель работы
Освоить процесс сборки и сварки дачного забора
с калиткой и выбор режима сварки, а так же установка и заборка по технологическому процессу.
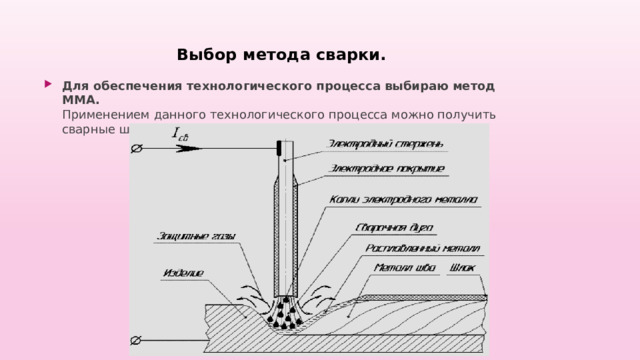
Выбор метода сварки.
- Для обеспечения технологического процесса выбираю метод ММА. Применением данного технологического процесса можно получить сварные швы высокого качества .
Технологический процесс.
- Технологический процесс сборки и сварки представляет собой часть производственного процесса, связанную с последовательным соединением, взаимным ориентированием и фиксацией деталей с целью получения готового изделия, удовлетворяющего заданным требованиям
Операционная технологическая карта сборки и сварки ворот распашных(таблица 1)
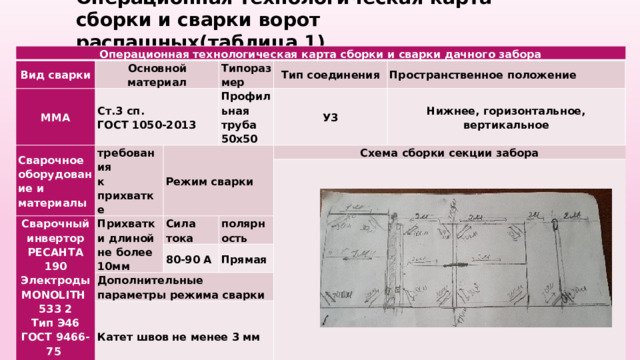
Операционная технологическая карта сборки и сварки дачного забора
Вид сварки
Основной материал
ММА
Сварочное оборудование и материалы
Ст.3 сп.
Типоразмер
ГОСТ 1050-2013
требования
к прихватке
Режим сварки
Профильная труба 50х50
Тип соединения
Сварочный инвертор РЕСАНТА 190
Пространственное положение
У3
Электроды MONOLITН
Прихватки длиной не более 10мм
Нижнее, горизонтальное, вертикальное
Схема сборки секции забора
Сила тока
533 2
Дополнительные параметры режима сварки
80-90 А
полярность
Тип Э46
ГОСТ 9466-75
Прямая
Катет швов не менее 3 мм
№
1
Разметка
2
Операции
Разметить скос кромок под 25-35 градусов, как есть в плане. Потом разметить проф. трубу по 1700 мм, 2000 мм и 100 мм (таблица1) и разметить проф. трубу по 300мм (перемычки)
3
Содержание операции
Резка
Сборка
Рулетка, маркер
Разрезать проф. трубу 6м(8шт)
Оборудование, инструменты
5
С помощью помощника выставить проф трубу (1700мм) к столбу и начинать делать прихватки это сборка калитки. С начала начнем с одной проф. трубы слева к стойке (столб) ее прихватим
Прихватка
(4 шт. по 2м=12шт скос кромок 25-35 градусов), (1 шт. по 1м=6 шт. 3 метра остаток), (1шт по 30 см=20 шт.) и (2 шт. по 1,7м=7шт)
4
УШМ, отрезной диск, очки, перчатки
6
Магнитные фиксаторы, пасатижный зажим
Прихватить проф. трубу к стойке с 2-х сторон
Контроль
7
Сварка
Проверить соблюдение плоскостности и углы соединения
Сварочный аппарат, электрод
Обварить стыки проф. трубы с 2-х сторон. Катет 3мм
8
Уровень, угольник металлический
Контроль
MONOLITH 533 2
9
Сварочный аппарат, электрод
Проверить соблюдение плоскостности, качества сварных швов
Зачистка
10
Зачистить швы от шлака. и брызг металла
Сборка
Уровень, визуальный осмотр
11
Молоток шлако отбойник, зубило, молоток, очки защитные
Установить подготовленные раскосы по разметке с внутренней стороны конструкции
Прихватка
Сварка
Прихватить раскосы к каркасу конструкции
12
Магнитные фиксаторы, пасатижный зажим
13
Сварить раскосы с каркасом конструкции
Сварочный аппарат, электроды
Сварка
Сварочный аппарат, электроды
Сварить петли с каркасом конструкции по разметке
Контроль
Визуальный осмотр качества сварных швов. Проверить размеры катетов не мнее 3 мм
Сварочный аппарат, электроды
Шаблон сварщика УШС-3
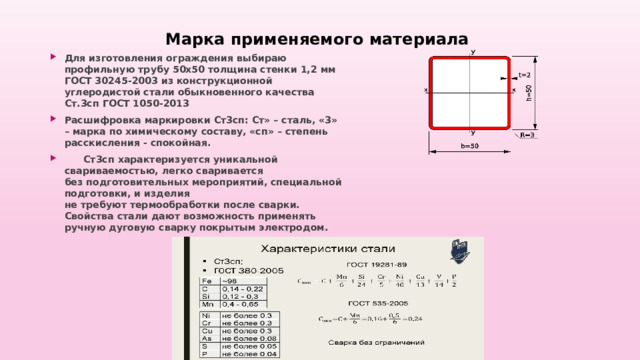
Марка применяемого материала
- Для изготовления ограждения выбираю профильную трубу 50х50 толщина стенки 1,2 мм ГОСТ 30245-2003 из конструкционной углеродистой стали обыкновенного качества Ст.3сп ГОСТ 1050-2013
- Расшифровка маркировки Ст3сп: Ст» – сталь, «3» – марка по химическому составу, «сп» – степень расскисления - спокойная.
- Ст3сп характеризуется уникальной свариваемостью, легко сваривается без подготовительных мероприятий, специальной подготовки, и изделия не требуют термообработки после сварки. Свойства стали дают возможность применять ручную дуговую сварку покрытым электродом.

Сварочные материалы
Для сварки конструкции выбрал электроды MONOLITH 533 д 2 мм .
Тип электрода по ГОСТу Э46/Е6013
Технические характеристики электродов зависят от того, что входит в состав материала. Покрытие – рутил-целлюлозное
Химический состав %
Углерод
0,1
Кремний
Марганец
0,15-0,14
0,4-0,65
Сера не более
Фосфор не более
0,03
0,035
Особенности вида электродов MONOLITH :
- Сварка с комфортом. Электрод не залипает, не гаснет, шлак отделяется легко, самопроизвольно. Легок в применении. Сварка легко производится сварщиком без квалификации, начинающим сварщиком-любителем. Сварка на предельно низких токах. Для любого сварочного аппарата.
- Назначение: универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей. Монолит можно использовать даже на неочищенной поверхности. Они устойчивы к коррозии, следам краски и масла. Но для лучшего качества рекомендуется все же обезжирить детали и отшлифовать. Электроды подходят для сварки стыковых, нахлесточных и угловых швов, во всех пространственных положениях шва, кроме вертикального сверху вниз..
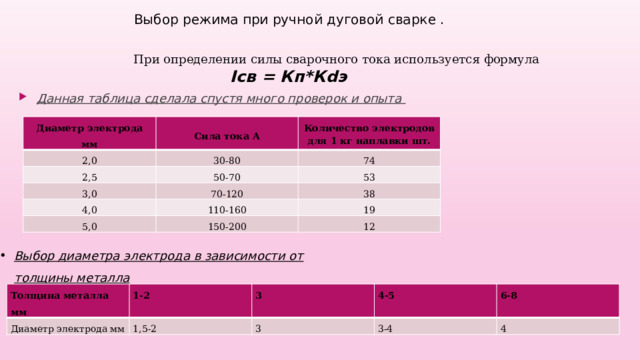
Выбор режима при ручной дуговой сварке .
При определении силы сварочного тока используется формула
Iсв = Кп*Кdэ
- Данная таблица сделала спустя много проверок и опыта
Диаметр электрода мм
Сила тока А
2,0
30-80
2,5
Количество электродов для 1 кг наплавки шт.
50-70
74
3,0
53
70-120
4,0
110-160
5,0
38
19
150-200
12
- Выбор диаметра электрода в зависимости от толщины металла
Толщина металла мм
Диаметр электрода мм
1-2
3
1,5-2
4-5
3
6-8
3-4
4
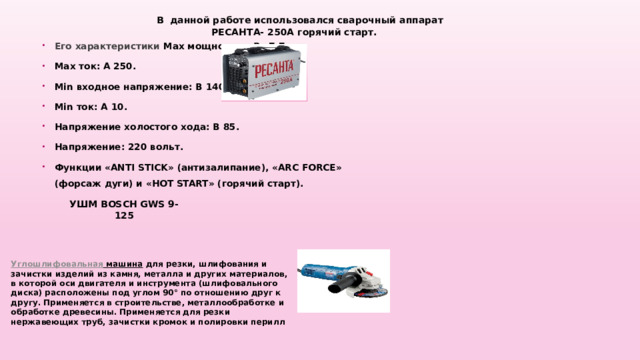
В данной работе использовался сварочный аппарат
УШМ BOSCH GWS 9-125
Углошлифовальная машина для резки, шлифования и зачистки изделий из камня, металла и других материалов, в которой оси двигателя и инструмента (шлифовального диска) расположены под углом 90° по отношению друг к другу. Применяется в строительстве, металлообработке и обработке древесины. Применяется для резки нержавеющих труб, зачистки кромок и полировки перилл
РЕСАНТА- 250А горячий старт.
- Его характеристики Max мощность: кВт 7.7.
- Max ток: А 250.
- Min входное напряжение: В 140.
- Min ток: А 10.
- Напряжение холостого хода: В 85.
- Напряжение: 220 вольт.
- Функции «ANTI STICK» (антизалипание), «ARC FORCE» (форсаж дуги) и «HOT START» (горячий старт).
Балкагка УШМ BOSCH GWS 9-125
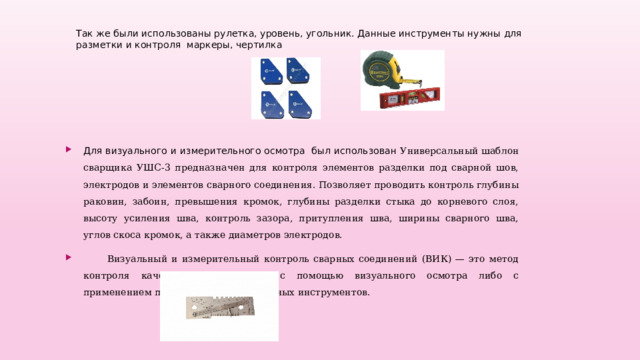
Так же были использованы рулетка, уровень, угольник. Данные инструменты нужны для разметки и контроля маркеры, чертилка .
- Для визуального и измерительного осмотра был использован Универсальный шаблон сварщика УШС-3 предназначен для контроля элементов разделки под сварной шов, электродов и элементов сварного соединения. Позволяет проводить контроль глубины раковин, забоин, превышения кромок, глубины разделки стыка до корневого слоя, высоту усиления шва, контроль зазора, притупления шва, ширины сварного шва, углов скоса кромок, а также диаметров электродов.
- Визуальный и измерительный контроль сварных соединений (ВИК) — это метод контроля качества, выполняемый с помощью визуального осмотра либо с применением простейших измерительных инструментов.
Организация рабочего места
- Кабина должна иметь размеры, позволяющие заносить в нее изделия, предназначенные для сварки. Если производимые конструкции небольшие, то минимальная площадь кабины должна составлять 2 х 2 метра. Чтобы излучение от сварки не мешало окружающим, высота стенок кабины устанавливается до 1,8 м. Для улучшения естественной вентиляции, между полом и началом стенки кабинки выставляется зазор в 150 мм. Окрашивать стенки желательно в цинковые или титановые белила. Подойдет желтый крон. Эти вещества на поверхности кабины будут хорошо поглощать ультрафиолетовое излучение.
- Важным атрибутом рабочего сварщика является вытяжка. Она обеспечивает удаление вредных тяжелых газов от плавящегося металла и покрытия электродов.
- Целесообразно устанавливать гибкую систему бокового отсоса воздуха, которая будет сразу забирать вредные газы, на давая им подниматься к лицу рабочего. Такая линия обеспечит перестановку вытяжки в любое место в пределах сварочной кабины.
Основные правила техники безопасности ри сварке.
- Правила безопасности при сварке:
- Необходима концентрация внимания при осуществлении сварочного процесса. Нельзя отвлекаться на посторонние дела.
- Не должны находиться вблизи горючие жидкости, сухой мусор, промасленная ветошь.
- Использование защитной маски.
- Переноска на новое место сварочного оборудования возможна только при его отключении из электросети.
- При работе на высоте необходимо использование страховочных поясов.
- Работа на открытом воздухе недопустима во время атмосферных осадков.
- При минусовой температуре необходимо наличие обогревающих устройств для исключения обморожения рук.
- При ремонте автотранспорта проверить отключение аккумулятора.
- При длительных перерывах отключать электрооборудование от сети, включенные приборы не оставлять без присмотра.
- Недопустима работа неисправными приборами.
- Место работы должно быть хорошо освещено.
- Надежная фиксация свариваемых металлоконструкций. Недопустимо присутствие посторонних лиц в месте проведения сварки.
- Наличие необходимой экипировки. Недопустимость влажной одежды и открытых участков кожного покрова.
- Такие правила безопасности сварочных работ обязаны соблюдать профессиональные рабочие и новички.
Техника безопасности.
- Техника безопасности при работе со сварочным оборудованием предполагает внешний осмотр и проверку его работоспособности. Работа с неисправными приборами запрещена.
- Необходимо проверить наличие надежного заземления, чтобы исключить вероятность поражения током, а также исключить короткое замыкание. Следует проверить целостность изоляции кабелей. На расстоянии пяти метров от места проведения работ должен быть убран лишний мусор и промасленная ветошь.
- Необходимо исключить влажность пола в помещении и обеспечить сухость используемой одежды и обуви. Надо удостовериться в наличии огнетушителя. Надежно зафиксировать свариваемые металлоконструкции.
- Для охлаждения инструментов подготовить емкость с водой. Примерить плотность прилегания маски на голове. Удостовериться в наличии свободного доступа к месту сварки. Если она производится на улице, то следует оградить это место опознавательными знаками.
Список использованной литературы
- В.В. Овчинников Частично механизированная сварка (наплавка) плавлением в защитном газе : учебник / В.В. Овчинников. — Москва : КНОРУС, 2019. — 196 с. — (Среднее профессиональное образование). ISBN 978-5-406-06550-1
- В.П. Лялякин, Д.Б. Слинко Частично механизированная сварка (наплавка) плавлением: учебник для студ. учреждений сред. проф. образования. М: Издательский центр «Академия», 2019-192 с. ISBN 978-5- 4468-8119-2
- Овчинников В.В. ПОДГОТОВИТЕЛЬНО-СВАРОЧНЫЕ РАБОТЫ
Учебник для студ. учреждений сред. проф. образования. 2-е изд., стер.-М: Издательский центр «Академия», 2017.-192 с. ISBN 978-5-4468-6157-6
4. Овчинников В.В. Контроль качества сварных соединений учебник для студ. учреждений сред. проф. образования. 2-е изд., стер.-М: Издательский центр «Академия», 2017.-208 с. ISBN 978-5-4468-5085-3








Полезное для учителя









* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт