В презентации представлены метод обрабоки - протягивание
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Метод обработки заготовок - протягивание
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Метод обработки заготовок - протягивание»
Протягивание
Сожержание:
- Понятие протягивания
- Применение протягивания
- Инструменты для протягивания
- Схемы протягивания
- Виды протягивания
Понятие протягивания
Протягивание — вид обработки металлов резанием, при котором используется
специфический инструмент, так называемые протяжки. Применяется для обработки
внутренних и наружных поверхностей металлических (редко неметаллических)
материалов с высочайшей точностью.

Применение протягивания
Протягивание применяется в крупносерийном и массовом производстве металлоизделий, и редко в мелкосерийном и единичном. Протяжки различных конструкций — наружные, внутренние и дорны, являются одними из наиболее дорогих инструментов для выполнения металлообработки. Подчас каждая протяжка при своем изготовлении требует наивысшей точности и правильного расчета. Это обусловлено тем, что инструмент при протягивании работает в наиболее тяжёлых и суровых условиях огромных нагрузок (растяжение, сжатие, изгиб, абразивное и адгезионное выкрашивание лезвий протяжки).
Протягиванию предшествуют подготовительные операции металлообработки, такие как сверление, зенкерование, развертывание, вырубка (т. е. для проведения протягивания требуется достаточно точно обработанная поверхность заготовки).
Протягивание применяют для следующих операций:
- Обработка отверстий нарезного огнестрельного оружия (стволы пистолетов, пулемётов, пушек).
- Обработка посадочных поверхностей лопаток турбин авиадвигателей.
- Нарезание шлицов и шпоночных канавок.
- Обработка сложных наружных профилей.
- Калибрование цилиндрических, многогранных, фигурных отверстий.
В мелкосерийном и единичном производстве как альтернативу протягиванию применяют долбление.
Инструмент для протягивания
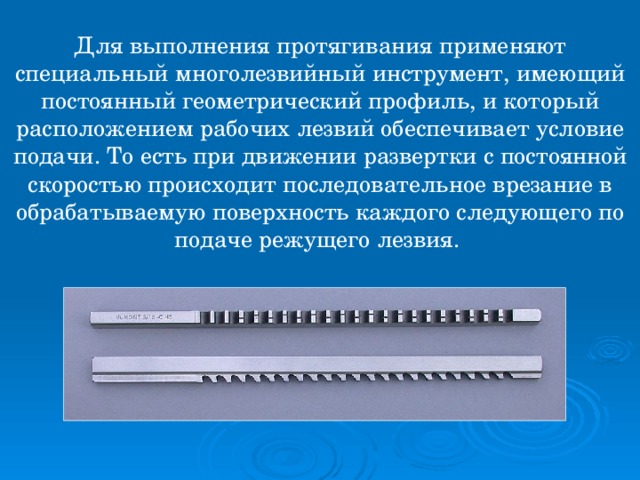
Для выполнения протягивания применяют специальный многолезвийный инструмент, имеющий постоянный геометрический профиль, и который расположением рабочих лезвий обеспечивает условие подачи. То есть при движении развертки с постоянной скоростью происходит последовательное врезание в обрабатываемую поверхность каждого следующего по подаче режущего лезвия.
Образующаяся при резании материала стружка, в отличие от других видов обработки резанием, не удаляется автоматически из зоны резания, а накапливается в впадинах между рабочими лезвиями и выносится только по выходу инструмента из тела обрабатываемой заготовки. Это условие крайне утяжеляет обработку и до предела увеличивает нагрузки на инструмент. В отличие от внутренних и наружных протяжек, дорны применяемые для обработки только сквозных отверстий работают на сжатие и изгиб.
Применяют следующие инструменты:
- Цельные внутренние протяжки всевозможных запроектированных профилей.
- Сборные внутренние протяжки (в том числе с регулировкой износа).
- Цельные наружные протяжки всевозможных запроектированных профилей.
- Сборные наружные протяжки.
- Круговые сборные наружные протяжки.
- Цельные дорны.
- Сборные дорны.
Для изготовления протяжек применяют
среднелегированные инструментальные стали, быстрорежущие стали, оснащение сборных протяжек
и дорнов твердыми сплавами.
При протягивании применяют обильное охлаждение инструмента и заготовки СОЖ.
Схемы протягивания
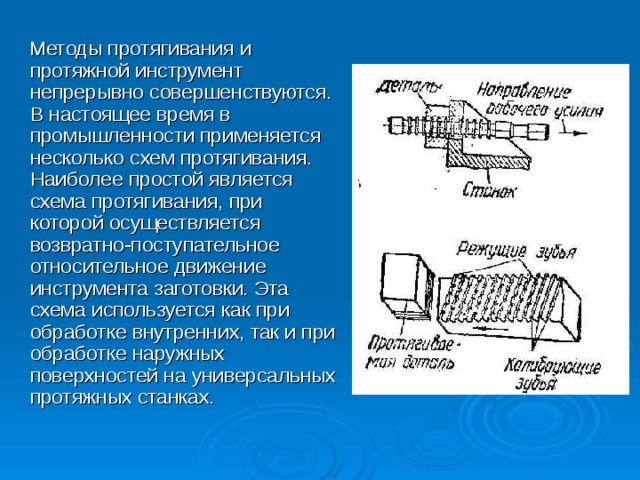
Методы протягивания и протяжной инструмент непрерывно совершенствуются. В настоящее время в промышленности применяется несколько схем протягивания. Наиболее простой является схема протягивания, при которой осуществляется возвратно-поступательное относительное движение инструмента заготовки. Эта схема используется как при обработке внутренних, так и при обработке наружных поверхностей на универсальных протяжных станках.
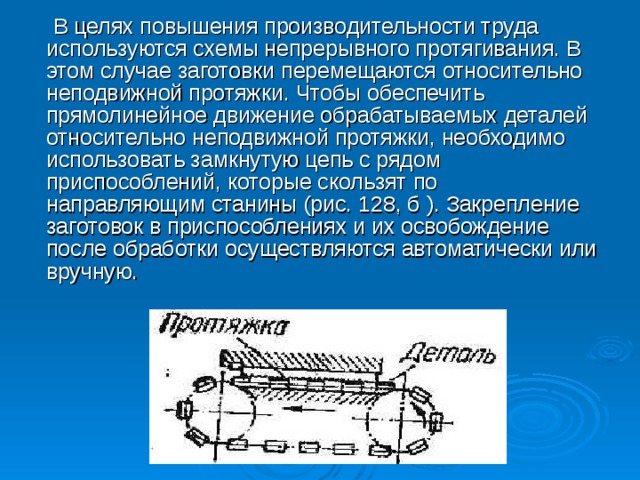
В целях повышения производительности труда используются схемы непрерывного протягивания. В этом случае заготовки перемещаются относительно неподвижной протяжки. Чтобы обеспечить прямолинейное движение обрабатываемых деталей относительно неподвижной протяжки, необходимо использовать замкнутую цепь с рядом приспособлений, которые скользят по направляющим станины (рис. 128, б ). Закрепление заготовок в приспособлениях и их освобождение после обработки осуществляются автоматически или вручную.
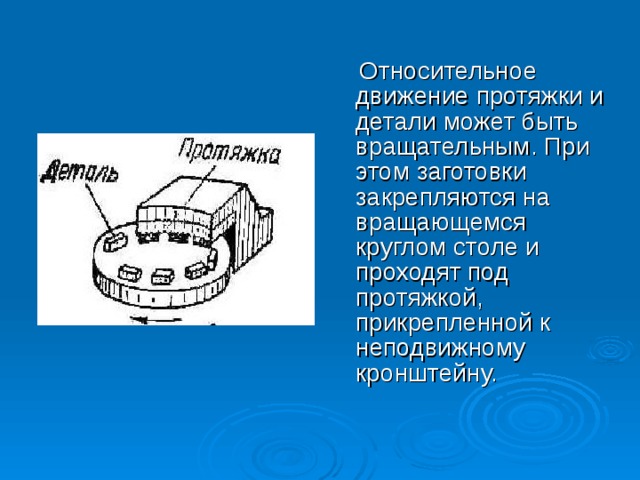
Относительное движение протяжки и детали может быть вращательным. При этом заготовки закрепляются на вращающемся круглом столе и проходят под протяжкой, прикрепленной к неподвижному кронштейну.
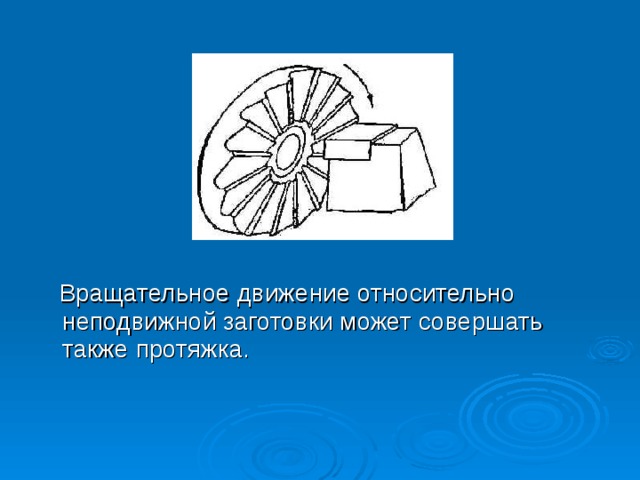
Вращательное движение относительно неподвижной заготовки может совершать также протяжка.
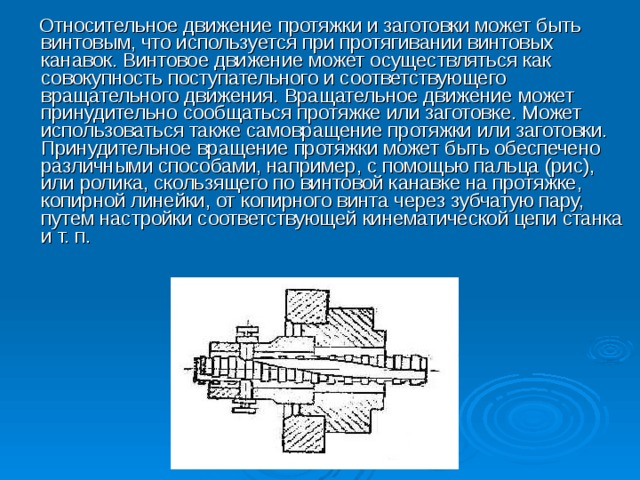
Относительное движение протяжки и заготовки может быть винтовым, что используется при протягивании винтовых канавок. Винтовое движение может осуществляться как совокупность поступательного и соответствующего вращательного движения. Вращательное движение может принудительно сообщаться протяжке или заготовке. Может использоваться также самовращение протяжки или заготовки. Принудительное вращение протяжки может быть обеспечено различными способами, например, с помощью пальца (рис), или ролика, скользящего по винтовой канавке на протяжке, копирной линейки, от копирного винта через зубчатую пару, путем настройки соответствующей кинематической цепи станка и т. п.
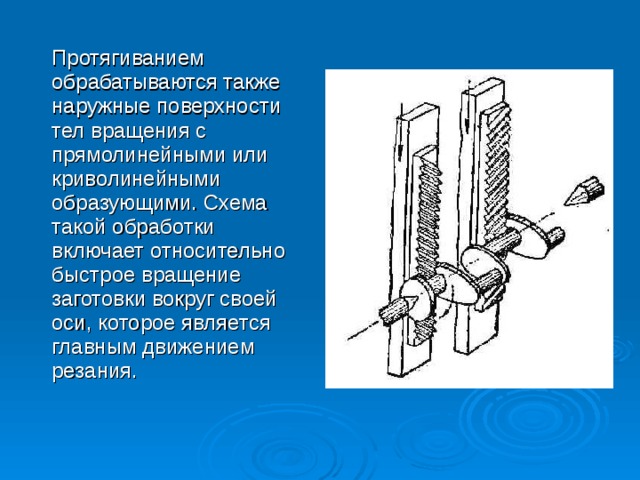
Протягиванием обрабатываются также наружные поверхности тел вращения с прямолинейными или криволинейными образующими. Схема такой обработки включает относительно быстрое вращение заготовки вокруг своей оси, которое является главным движением резания.
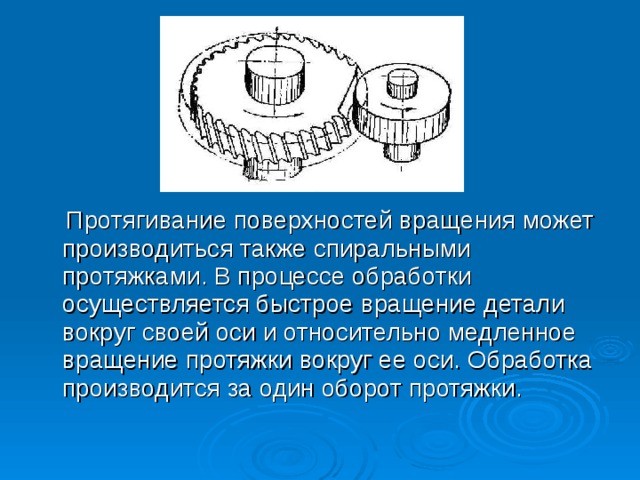
Протягивание поверхностей вращения может производиться также спиральными протяжками. В процессе обработки осуществляется быстрое вращение детали вокруг своей оси и относительно медленное вращение протяжки вокруг ее оси. Обработка производится за один оборот протяжки.
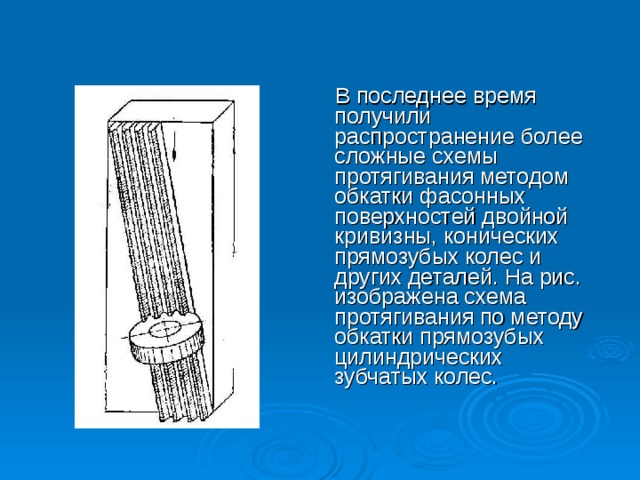
В последнее время получили распространение более сложные схемы протягивания методом обкатки фасонных поверхностей двойной кривизны, конических прямозубых колес и других деталей. На рис. изображена схема протягивания по методу обкатки прямозубых цилиндрических зубчатых колес.
Виды протягивания
Основные виды протягивания:
- Внутреннее протягивание.
- Наружное протягивание.
- Дорнование.
- Накаливание.







Полезное для учителя




Распродажа видеоуроков!

1530 руб.
2350 руб.

1980 руб.
3040 руб.

2160 руб.
3320 руб.

1810 руб.
2780 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства