В презентации дается определение контактной сварки, показано оборудование контактной сварки с их характеристиками
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Машины контактной сварки
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Машины контактной сварки»

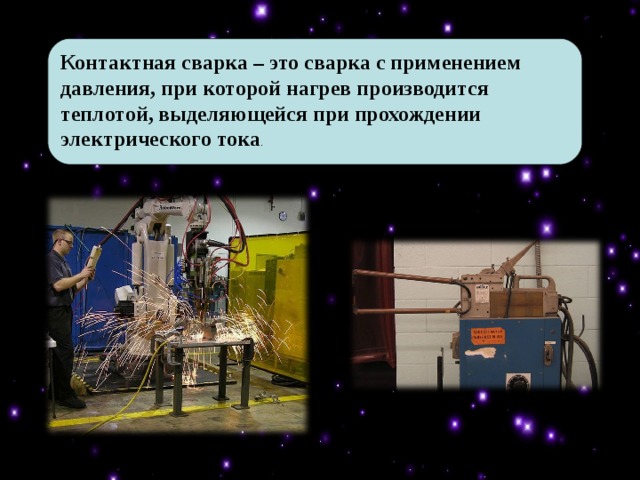
Контактная сварка – это сварка с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока .
Преимущества контактной сварки:
- Высокая производительность (время сварки одной точки или стыка составляет 0,22…1с);
- Малый расход вспомогательных материалов (воды, воздуха);
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика;
- Экологическая чистота процесса, который легко поддается механизации и автоматизации.
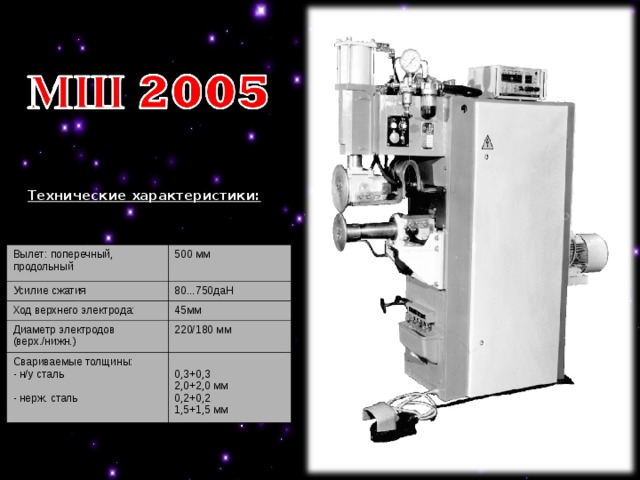
Технические характеристики:
Вылет: поперечный, продольный
Усилие сжатия
500 мм
Ход верхнего электрода:
80...750даН
45мм
Диаметр электродов (верх./нижн.)
Свариваемые толщины:
- н/у сталь
- нерж. сталь
220/180 мм
0,3+0,3
2,0+2,0 мм
0,2+0,2
1,5+1,5 мм

Технические характеристики:
Вылет, мм: поперечный,
840
Усилие сжатия, даН
190...1350
Ход верхнего электрода, мм
50
Линейная скорость роликовых электродов, м/мин
0,3...3,5
Диаметр электродов, мм (верх./нижн.)
320/170
Свариваемые толщины,мм:
- н/у сталь
- нерж. сталь
- освинцованные и
оцинкованные стали
0,5+0,5
3,0+3,0
0,3+0,3
2,5+2,5
0,5+0,5
2,0+2,0

Технические характеристики:
Пределы регулирования длительности
прохождения сварочного тока, с
0,1-3,0
Вылет электродов, мм
250-500
Количество ступеней регулирования, шт.
2
Номинальный раствор электродов, мм
25
Толщина свариваемых материалов, мм
- листы
- стержни круглого сечения
от 0,5+0,5 до 2,0+2,0
10+10

Технические характеристики:
Вылет, мм
500
Усилие сжатия, даН
60...1500
Ход верхнего электрода:
5...30
100
Свариваемые толщины, мм
- низкоуглеродистая сталь
- нержавеющая сталь
- титановые сплавы
- алюминиевые сплав
- медные сплавы
от 0,8+0,8 до 7,0+7,0
от 1+1 до 3+3
от 1+1 до 3+3
от 0,5+0,5 до 1,0+1,0
от 0,5+0,5 до 1,2+1,2
от 6+6 до 25+25
от 6+6 до 18+18
- арматура класса А1, В1
- арматура класса А2, В3

Технические характеристики
Наибольшая мощность при коротком замыкании, кВА
Номинальное усиление осадки, кН
460
Свариваемое сечение, мм2
- из низкоуглеродистой стали
- из легированной стали
- из арматуры стали класса AIV, AV.:
63
100-2000
100-1250
100-500
Расстояние между контрольными поверхностями:
токоведущих вкладышей, мм:
- меньшее 10
- большее 90

Технические характеристики:
Наибольшая мощность при коротком замыкании, кВА
62
Максимальное усилие сжатия, даН
440
Вылет электродов, мм
500
Раствор, мм
Регулирование сварочного тока
180
плавно-ступенчатое
Пределы фазового регулирования
100-50 %
Ход верхнего электрода наибольший, мм
60
Свариваемые толщины:
низкоуглеродистая сталь
нержавеющая сталь
стальная арматура класса А1 и В1
стальная арматура класса А2 и В3
От 0,3+0,3 до 4,0+4,0
От 0,5+0,5 до 2,0+2,0
От 3,0+3,0 до 8,0+8,0
От 4,0+4,0 до 10,0+10,0

Технические характеристики:
Наибольшее усилие сжатия, даН
800
Номинальный вылет при сварке листов, мм
500
Диаметр стержней арматуры, мм, классов:
В1, А1
А11, А111
от 4,0+4,0 до 16,0+16,0
от 6,0+6,0 до 12,0+12,0
Диапазон свариваемых толщин, мм:
-алюминиевые сплавы
-низкоуглеродистые стали
-нержавеющие стали
-титановые сплавы
-латунь
от 0,5+0,5 до 0,8+0,8
от 0,5+0,5 до 5,0+5,0
от 0,5+0,5 до 1,5+1,5
от 0,5+0,5 до 1,5+1,5
от 0,5+0,5 до 0,8+0,8
Раствор электродов, мм:
-наименьший
-номинальный
-наибольший
95
150
360

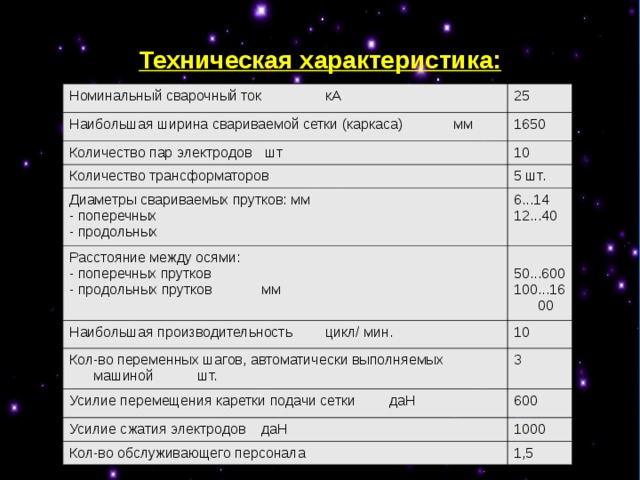
Техническая характеристика:
Номинальный сварочный ток кА
25
Наибольшая ширина свариваемой сетки (каркаса) мм
1650
Количество пар электродов шт
10
Количество трансформаторов
5 шт.
Диаметры свариваемых прутков: мм
- поперечных
- продольных
Расстояние между осями:
- поперечных прутков
- продольных прутков мм
6...14
12...40
50...600
100...1600
Наибольшая производительность цикл/ мин.
10
Кол-во переменных шагов, автоматически выполняемых машиной шт.
3
Усилие перемещения каретки подачи сетки даН
600
Усилие сжатия электродов даН
1000
Кол-во обслуживающего персонала
1,5

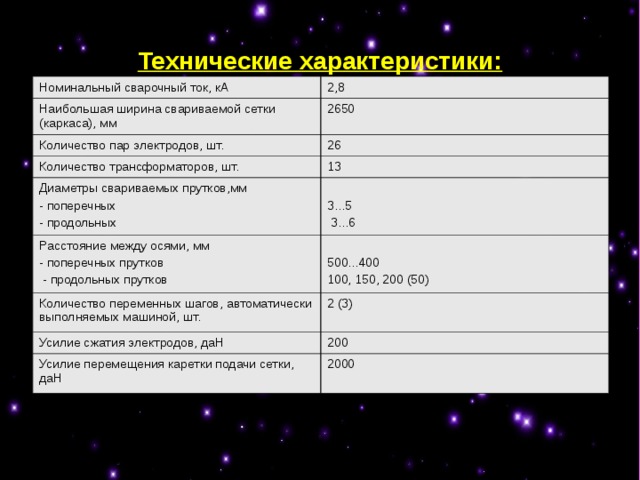
Технические характеристики:
Номинальный сварочный ток, кА
2,8
Наибольшая ширина свариваемой сетки (каркаса), мм
2650
Количество пар электродов, шт.
26
Количество трансформаторов, шт.
Диаметры свариваемых прутков,мм
- поперечных
- продольных
13
3...5
3...6
Расстояние между осями, мм
- поперечных прутков
- продольных прутков
500...400
100, 150, 200 (50)
Количество переменных шагов, автоматически выполняемых машиной, шт.
2 (3)
Усилие сжатия электродов, даН
200
Усилие перемещения каретки подачи сетки, даН
2000

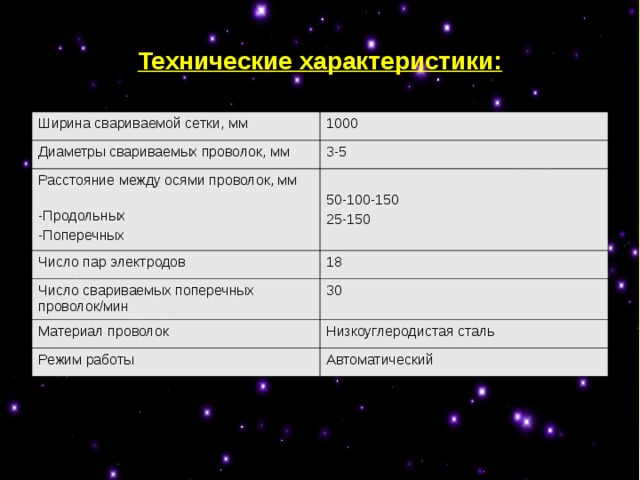
Технические характеристики:
Ширина свариваемой сетки, мм
1000
Диаметры свариваемых проволок, мм
3-5
Расстояние между осями проволок, мм
-Продольных
-Поперечных
50-100-150
25-150
Число пар электродов
18
Число свариваемых поперечных проволок/мин
30
Материал проволок
Низкоуглеродистая сталь
Режим работы
Автоматический
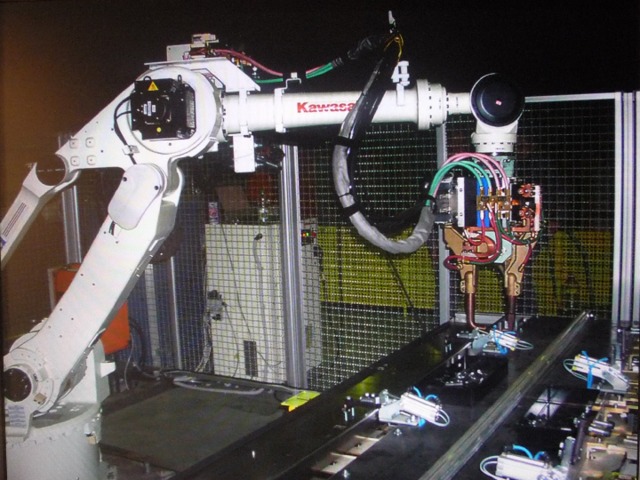
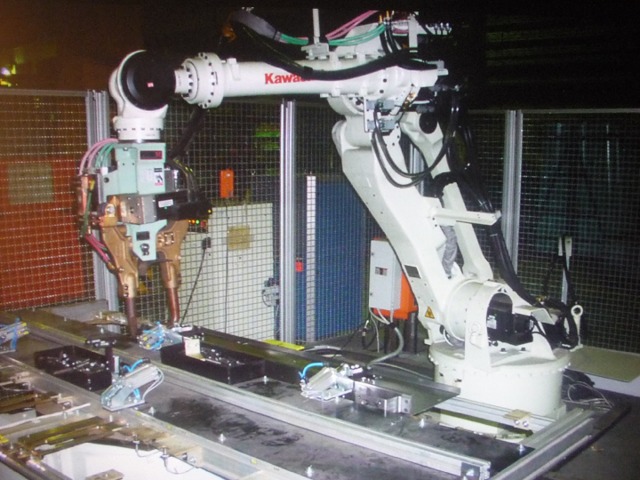
В ноябре 2008 года на предприятии «Могилевлифмаш» были введены в эксплуотацию 2-а работизированных комплекса контактной сварки. Новые работизированные комплексы заменили старое оборудование, которое эксплуатировалось более 20 лет. Благодаря их внедрению, повысилась производительность и качество выпускаемой продукции.
Состав оборудования:
- Промышленный робот KAWASAKI ZX 165U
- Сервоклещи OBARA
- Устройство автоматической заточки наконечников OBARA
- Водоохладитель HYFRA
- Стол поворотный WEISS
- Универсальная оснастка на 6 типоразмеров заготовок

Схема комплекса контактной точечной сварки
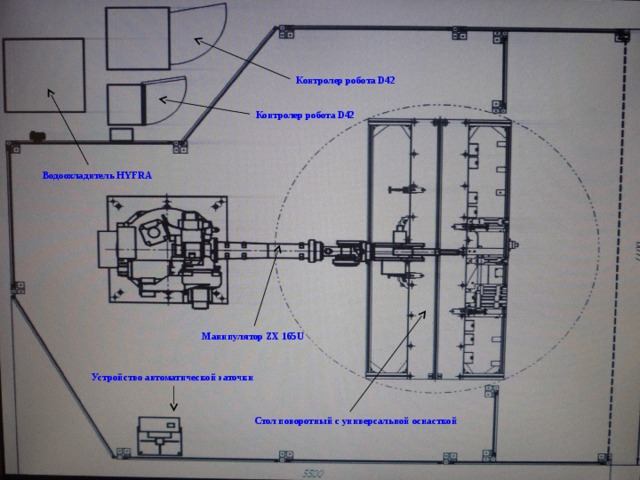
Контролер робота D42
Контролер робота D42
Водоохладитель HYFRA
Манипулятор ZX 165 U
Устройство автоматической заточки
Стол поворотный с универсальной оснасткой






Сварочное оборудование
Сварочные Сервоклещи для роботизированной контактной (точечной) сварки

Сварочное оборудование OBARA
Устройство автоматической заточки
наконечников
Сварочный контролер ST 21
Заключение
- Использование сервоклещей значительно снижает время цикла сварки.
- В отличие от пневматических клещей, сервоклещи не создают шума.
- Гибкое программирование сварочного контроля позволяет получить хорошее качество сварной точки.
- Автоматическая заточка наконечников обеспечивает постоянное качество сварных точек .
- Управление силой сжатия электродов от контроллера существенно увеличивает производительность и качество сварных соединений, а так же увеличивает срок службы наконечников.
- Один из результатов внедрения-возможность выполнять контактную сварку без появления следов деформации металла на лицевой стороне изделия.







Полезное для учителя




Распродажа видеоуроков!

1640 руб.
2530 руб.
2170 руб.
3340 руб.

1810 руб.
2780 руб.
1980 руб.
3040 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства