В презентации рассмотрены инструменты для контроля размеров. Презентация может быть использована для занятий по дисциплине Слесарное дело и техничесакие измерения
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Бесшкальный измерительный инструмент
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Бесшкальный измерительный инструмент»

- Выполнили преподаватели ГБПОУ «Минераловодский региональный многопрофильный колледж» Константинова О.В. и Ольховский С.А.

предназначенные для контроля отклонений размеров, формы и взаимного расположения поверхностей и частей детали
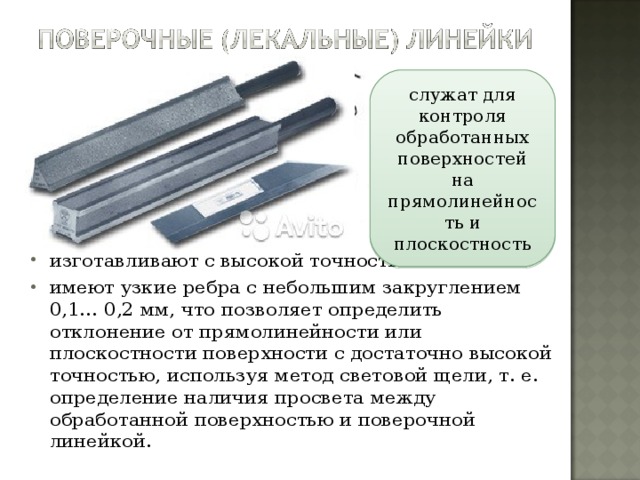
служат для контроля обработанных поверхностей на прямолинейность и плоскостность
- изготавливают с высокой точностью
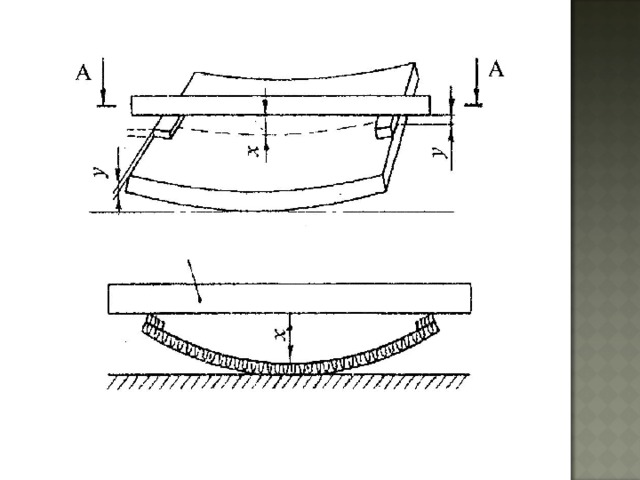
- имеют узкие ребра с небольшим закруглением 0,1… 0,2 мм, что позволяет определить отклонение от прямолинейности или плоскостности поверхности с достаточно высокой точностью, используя метод световой щели, т. е. определение наличия просвета между обработанной поверхностью и поверочной линейкой.
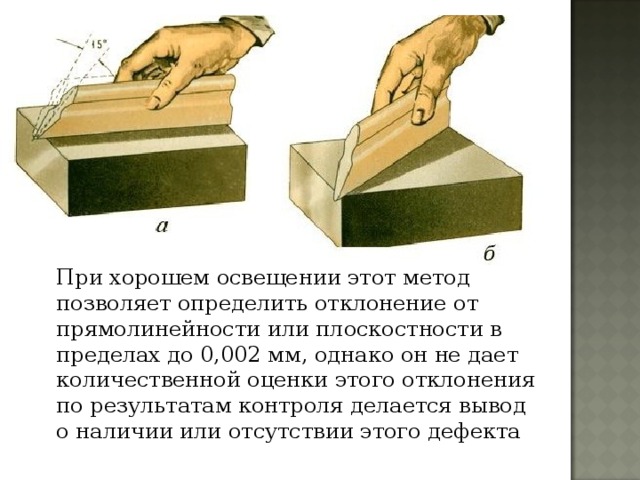
При хорошем освещении этот метод позволяет определить отклонение от прямолинейности или плоскостности в пределах до 0,002 мм, однако он не дает количественной оценки этого отклонения
по результатам контроля делается вывод о наличии или отсутствии этого дефекта




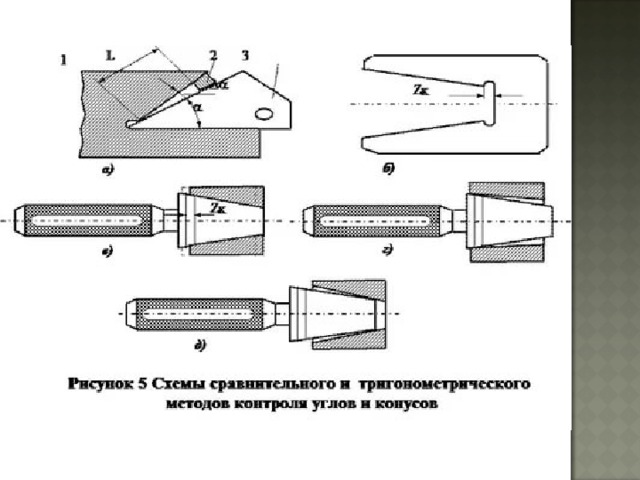
- измерительный и разметочный инструмент для установки точного угла наклона при измерениях или изготовлении деталей.
- параллелепипед (балку) с двумя цилиндрами равных диаметров с точно выдержанными размерами по диаметрам, укреплёнными на концах балки, оси цилиндров параллельны и расстояние между осями известно с высокой точностью.

Применяется для проверки угловых шаблонов, угольников, конусов и других изделий и инструментов.
Точность измерения составляет от ±6" до ±15", пределы измерения углов 0-45°.

- мера, имеющая форму сопрягаемой поверхности
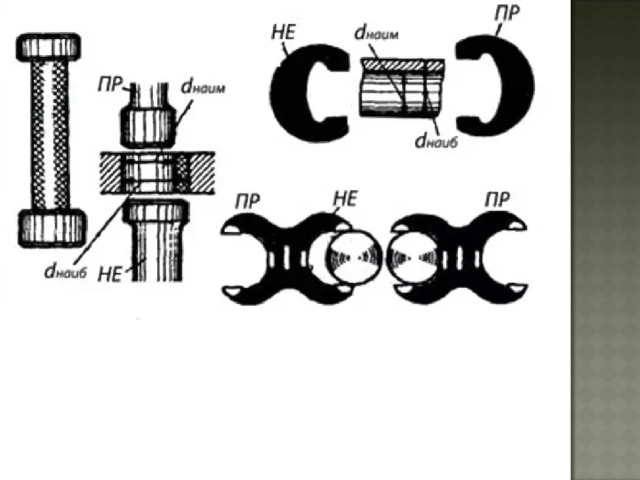
- бесшкальный инструмент, предназначенный для контроля размеров, формы и взаимного расположения поверхностей детали

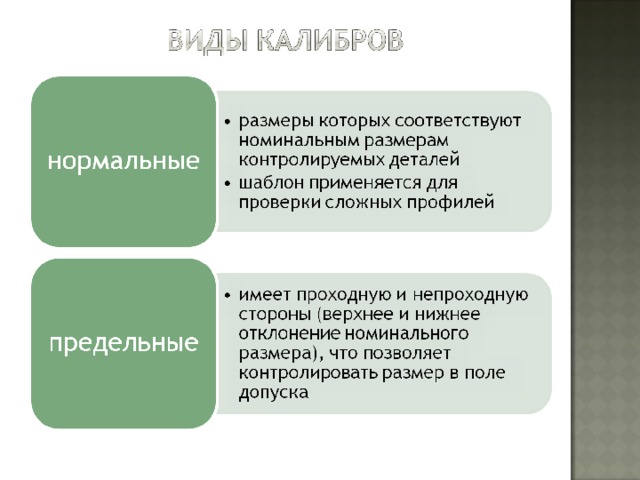
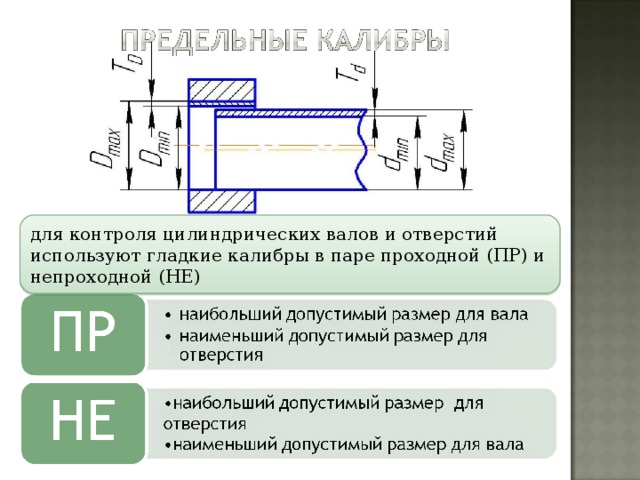
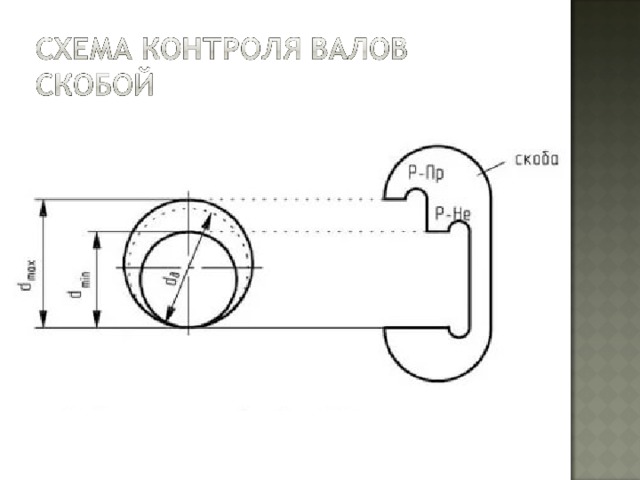
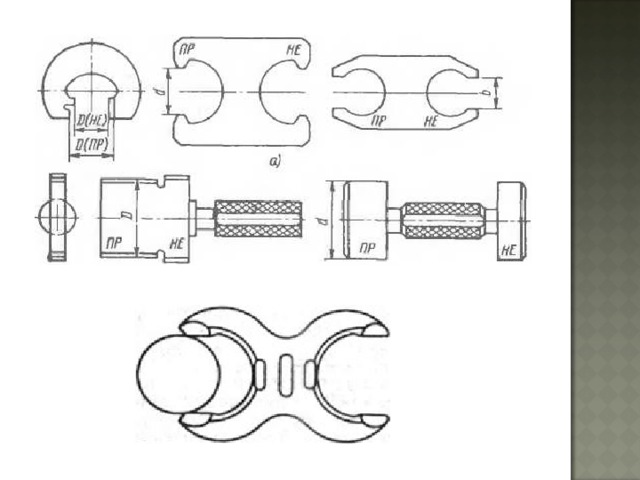
для контроля цилиндрических валов и отверстий используют гладкие калибры в паре проходной (ПР) и непроходной (НЕ)

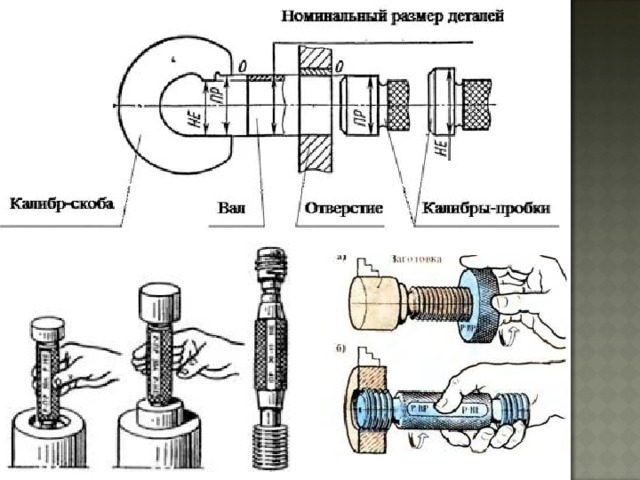



- занимают промежуточное положение между микрометром и предельным калибром;
- имеют узкий диапазон регулирования и высокую точность, настраиваются на предельные размеры.

для наружных конусов калибр-втулку
для конических отверстий калибр-пробку


- — инструмент для измерения очень малых расстояний контактным способом,
- представляет собой набор тонких металлических пластинок различной толщины с нанесенным на них размером (толщина пластинки).
- В зазор вводят пластинки набора до тех пор, пока следующая по толщине пластинка не перестаёт помещаться в измеряемый зазор

применяются для проверки величины зазоров между поверхностями детали или сопряженными деталями
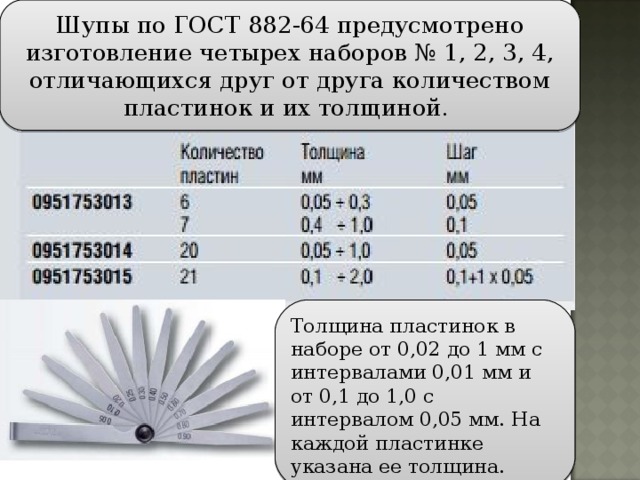
Шупы по ГОСТ 882-64 предусмотрено изготовление четырех наборов № 1, 2, 3, 4, отличающихся друг от друга количеством пластинок и их толщиной.
Толщина пластинок в наборе от 0,02 до 1 мм с интервалами 0,01 мм и от 0,1 до 1,0 с интервалом 0,05 мм. На каждой пластинке указана ее толщина.
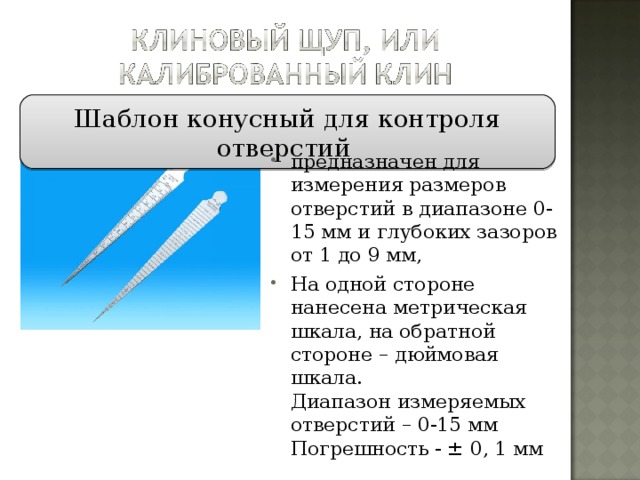
Шаблон конусный для контроля отверстий
- предназначен для измерения размеров отверстий в диапазоне 0-15 мм и глубоких зазоров от 1 до 9 мм,
- На одной стороне нанесена метрическая шкала, на обратной стороне – дюймовая шкала. Диапазон измеряемых отверстий – 0-15 мм Погрешность - ± 0, 1 мм
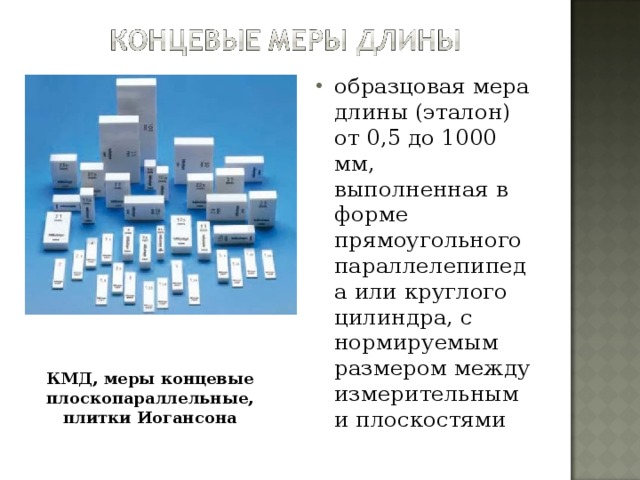
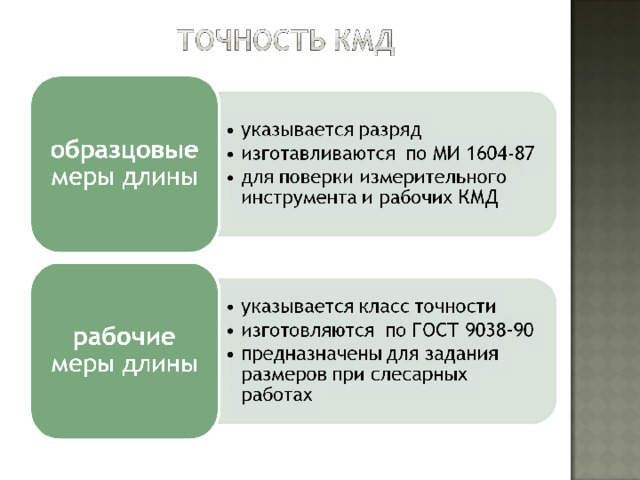
- образцовая мера длины (эталон) от 0,5 до 1000 мм, выполненная в форме прямоугольного параллелепипеда или круглого цилиндра, с нормируемым размером между измерительными плоскостями
КМД, меры концевые плоскопараллельные, плитки Иогансона

единицы длины

- изготовляются из хромистой стали, стекла или керамики (алюмооксид, двуокись циркония, карбид вольфрама…);
- высокое качество обработки измерительных поверхностей
- высокая притираемость
- низкая износоустойчивость
- могут также быть изготовлены из керамики
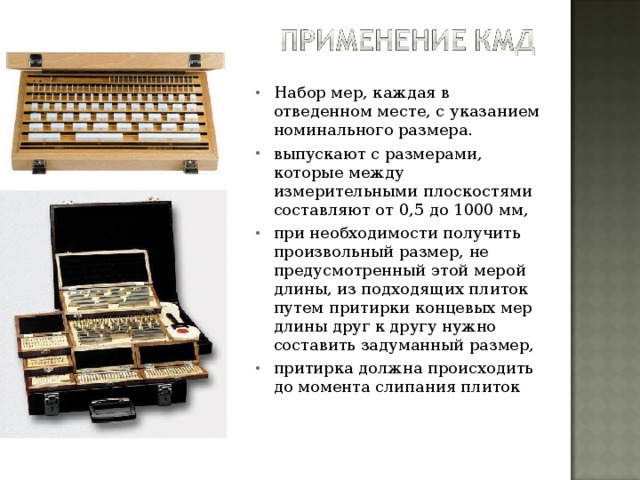
- Набор мер, каждая в отведенном месте, с указанием номинального размера.
- выпускают с размерами, которые между измерительными плоскостями составляют от 0,5 до 1000 мм,
- при необходимости получить произвольный размер, не предусмотренный этой мерой длины, из подходящих плиток путем притирки концевых мер длины друг к другу нужно составить задуманный размер,
- притирка должна происходить до момента слипания плиток

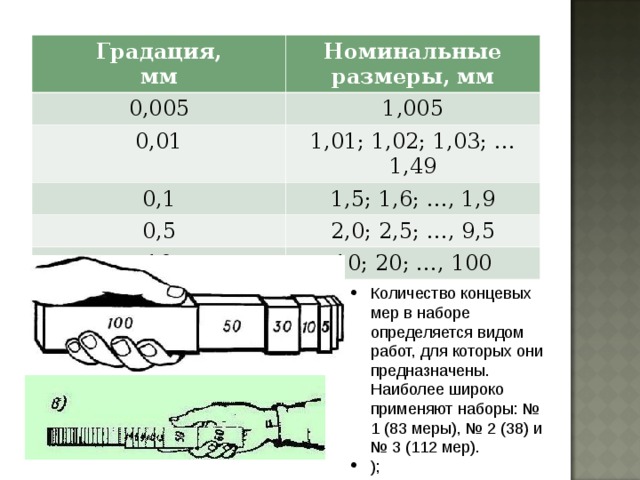
Градация,
мм
Номинальные размеры, мм
0,005
1,005
0,01
1,01; 1,02; 1,03; …1,49
0,1
1,5; 1,6; …, 1,9
0,5
2,0; 2,5; …, 9,5
10
10; 20; …, 100
- Количество концевых мер в наборе определяется видом работ, для которых они предназначены. Наиболее широко применяют наборы: № 1 (83 меры), № 2 (38) и № 3 (112 мер).
- );
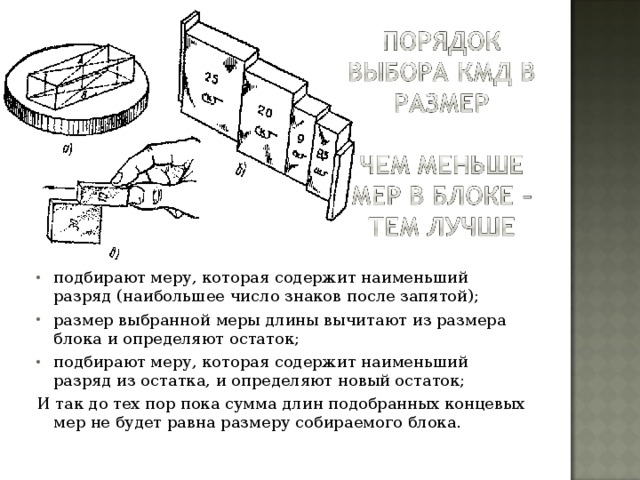
- подбирают меру, которая содержит наименьший разряд (наибольшее число знаков после запятой);
- размер выбранной меры длины вычитают из размера блока и определяют остаток;
- подбирают меру, которая содержит наименьший разряд из остатка, и определяют новый остаток;
И так до тех пор пока сумма длин подобранных концевых мер не будет равна размеру собираемого блока.
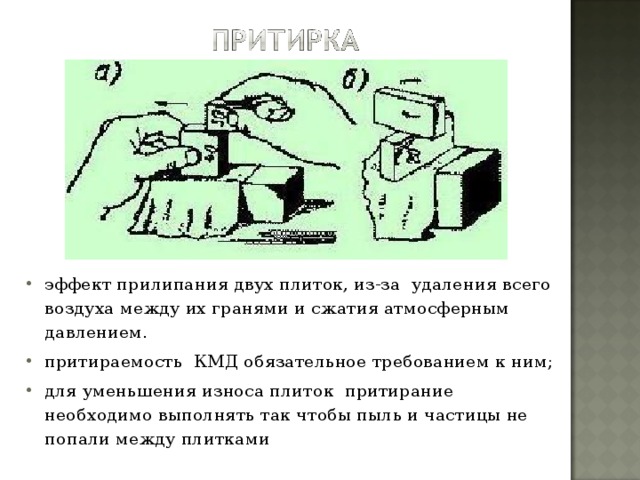
- эффект прилипания двух плиток, из-за удаления всего воздуха между их гранями и сжатия атмосферным давлением.
- притираемость КМД обязательное требованием к ним;
- для уменьшения износа плиток притирание необходимо выполнять так чтобы пыль и частицы не попали между плитками

- для обеспечения удобного пользования ими при измерении и проведении точных разметочных работ
- стяжки,
- боковики плоскопараллельные и радиусные, трёхгранная линейка, боковик центральный и чертильный, основание, сухари и щупы.
- Щупы – это стальные пластины, минимальный размер которых – 0,02 мм, максимальный – 1,0 мм. Градация у них через 0,01 мм и 0,05 мм.

- требуемый образцовый угол набирается притиркой из набора призм с нормированным углом между рабочими гранями.
- В России существует ГОСТ 2875-88 «Меры плоского угла призматические. Общие технические условия.»
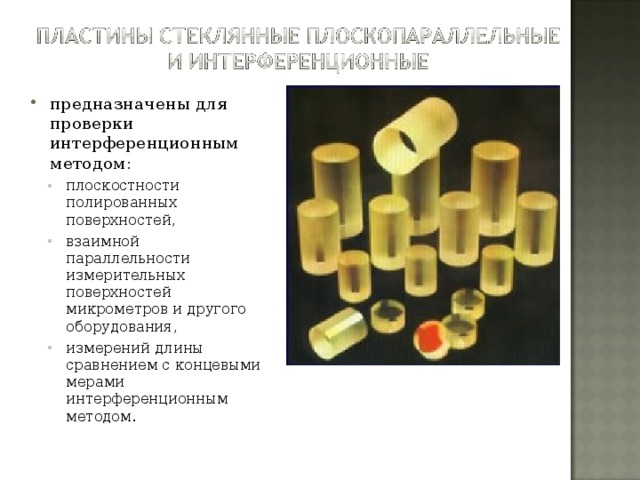
- предназначены для проверки интерференционным методом:
- плоскостности полированных поверхностей, взаимной параллельности измерительных поверхностей микрометров и другого оборудования, измерений длины сравнением с концевыми мерами интерференционным методом.
- плоскостности полированных поверхностей,
- взаимной параллельности измерительных поверхностей микрометров и другого оборудования,
- измерений длины сравнением с концевыми мерами интерференционным методом.
- ГОСТ 9038-90 Меры длины концевые плоскопараллельные. Технические условия;
- МИ 1604-87 ГСИ. Меры длины концевые плоскопараллельные. Общие требования к методикам поверки; МИ 2079-90 ГСИ. Меры длины концевые плоскопараллельные образцовые 3 и 4-го разрядов и рабочие классов точности 1-5 длиной до 100 мм. Методика поверки (МП);
- МИ 1604-87 ГСИ. Меры длины концевые плоскопараллельные. Общие требования к методикам поверки;
- МИ 2079-90 ГСИ. Меры длины концевые плоскопараллельные образцовые 3 и 4-го разрядов и рабочие классов точности 1-5 длиной до 100 мм. Методика поверки (МП);
- ГОСТ 4119-76 Наборы принадлежностей к плоскопараллельным концевым мерам длины;
- МИ 2066-90 Наборы принадлежностей к плоскопараллельным концевым мерам длины. Методика контроля.
- МИ 2066-90 Наборы принадлежностей к плоскопараллельным концевым мерам длины. Методика контроля.
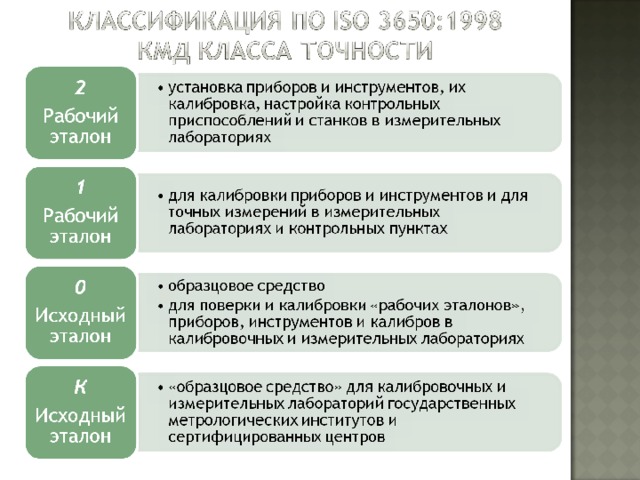
- ISO 3650 Стандарт концевых мер (в том числе керамических) Евросоюза;
- BS 4311 Британский стандарт концевых мер (дюймовая система исчисления)
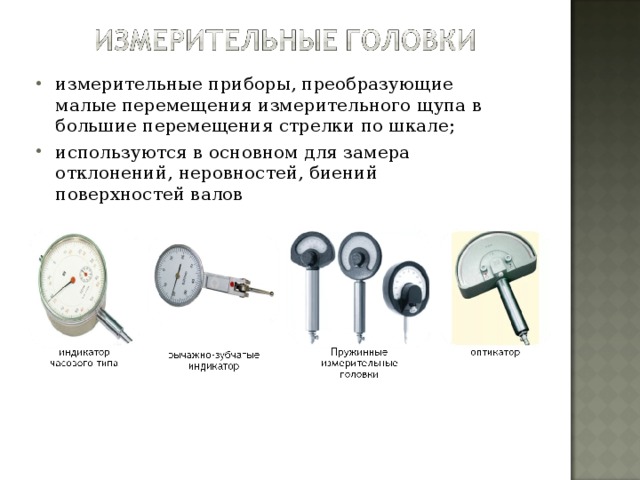
- измерительные приборы, преобразующие малые перемещения измерительного щупа в большие перемещения стрелки по шкале;
- используются в основном для замера отклонений, неровностей, биений поверхностей валов
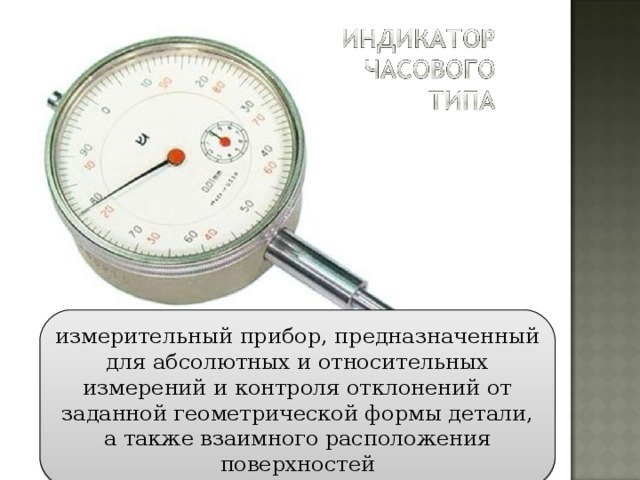
измерительный прибор, предназначенный для абсолютных и относительных измерений и контроля отклонений от заданной геометрической формы детали, а также взаимного расположения поверхностей

- 1 наконечник,
- 2 измерительный стержень – рейка,
- 3 штатив,
- 4 трибка,
- 5 основная стрелка,
- 6,10 передаточные зубчатые колеса,
- 7 дополнительная стрелка,
- 8 реечное зубчатое колесо,
- 9 тяга,
- 11 возвратная пружина

- Стрелка — многооборотная.
- Один оборот стрелки — перемещение щупа на 1 мм.
- Вторая стрелка и малый циферблат показывают количество полных оборотов большой стрелки.
- Цена деления 0,01 мм.
- На рабочем конце измерительного стержня находится твердосплавный (ТС) шарик в сменной оправе, которым при измерении касаются измеряемой детали.

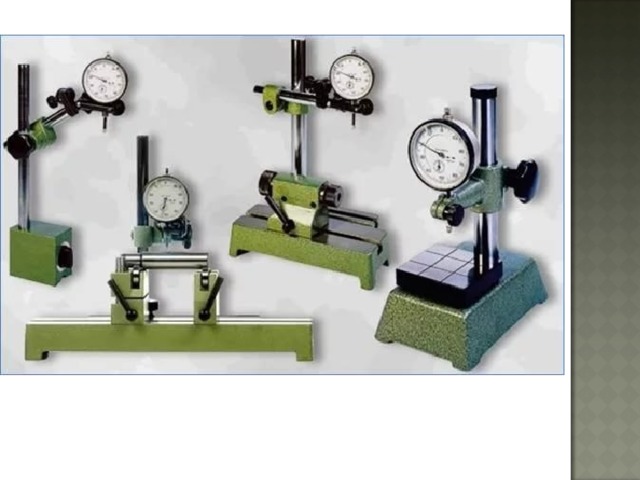
Индикатор закрепляется в держателе
При контроле отклонения от плоскостности и параллельности деталь кладут на лекальную плиту
При замере радиального биения вал крепится в центрах
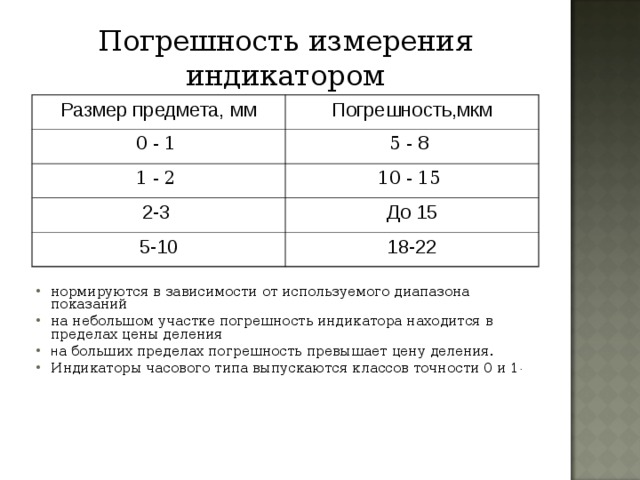
Погрешность измерения индикатором
Размер предмета, мм
Погрешность,мкм
0 - 1
5 - 8
1 - 2
10 - 15
2-3
До 15
5-10
18-22
- нормируются в зависимости от используемого диапазона показаний
- на небольшом участке погрешность индикатора находится в пределах цены деления
- н а больших пределах погрешность превышает цену деления.
- Индикаторы часового типа выпускаются классов точности 0 и 1 .
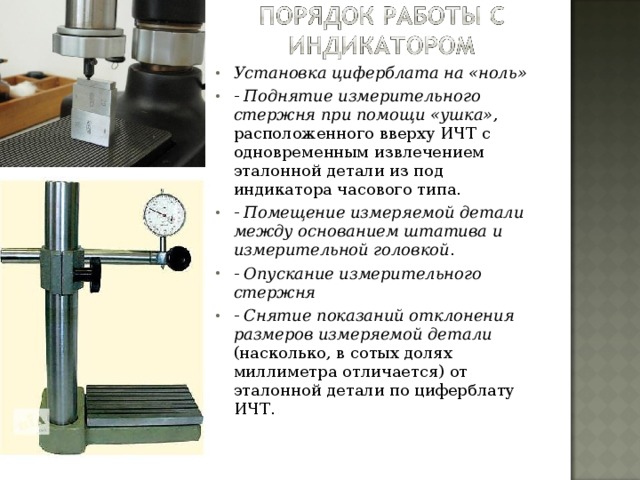
- Установка циферблата на «ноль»
- - Поднятие измерительного стержня при помощи «ушка» , расположенного вверху ИЧТ с одновременным извлечением эталонной детали из под индикатора часового типа.
- - Помещение измеряемой детали между основанием штатива и измерительной головкой .
- - Опускание измерительного стержня
- - Снятие показаний отклонения размеров измеряемой детали (насколько, в сотых долях миллиметра отличается) от эталонной детали по циферблату ИЧТ.

Пружинные измерительные головки
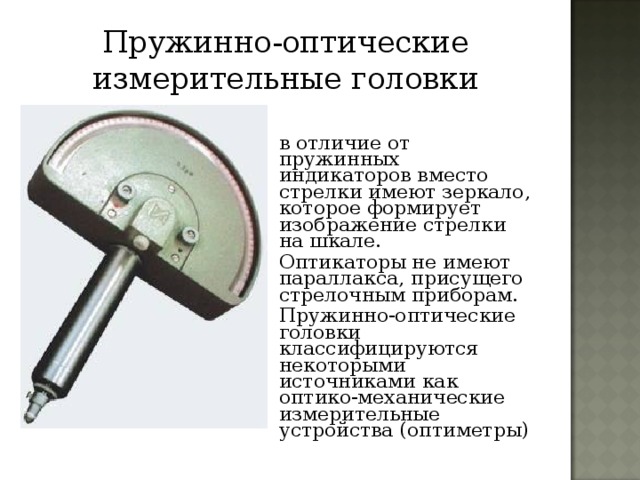
Пружинно-оптические измерительные головки
- в отличие от пружинных индикаторов вместо стрелки имеют зеркало, которое формирует изображение стрелки на шкале.
- Оптикаторы не имеют параллакса, присущего стрелочным приборам.
- Пружинно-оптические головки классифицируются некоторыми источниками как оптико-механические измерительные устройства (оптиметры)

- Индикаторы часового типа и рычажно-зубчатые индикаторы с электронной цифровой шкалой называют электронными индикаторами

Нутромер индикаторный
1 – индикатор, 2 – ручка, 3 – стебель, 4 – измерительный наконечник, 5 – приводная игла, 6 – направляющий цилиндр, 7 – измерительный щуп

- 1 – нутромер;
- 2 – установка нутромера на ноль по калибру 67.8125.9502
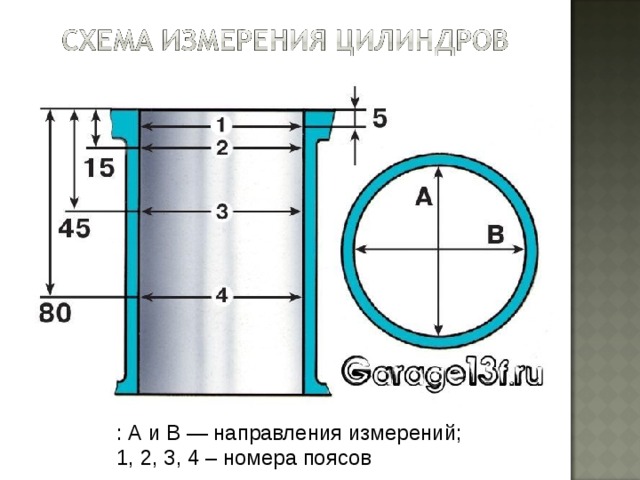
: А и В — направления измерений;
1, 2, 3, 4 – номера поясов
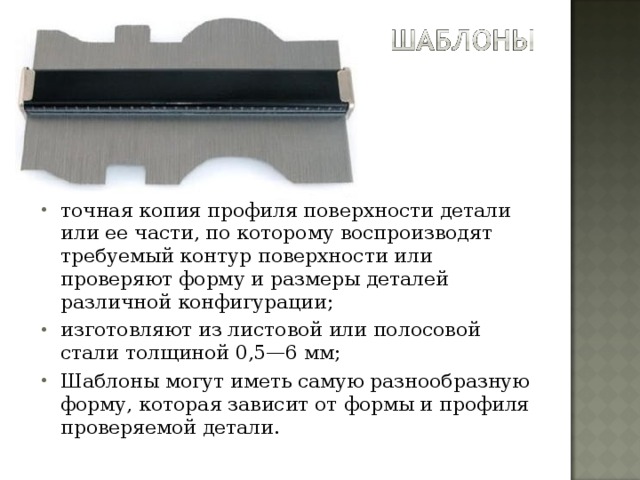
- точная копия профиля поверхности детали или ее части, по которому воспроизводят требуемый контур поверхности или проверяют форму и размеры деталей различной конфигурации;
- изготовляют из листовой или полосовой стали толщиной 0,5—6 мм;
- Шаблоны могут иметь самую разнообразную форму, которая зависит от формы и профиля проверяемой детали.

- Обычно шаблон делается в паре с контршаблоном, который является контрольной мерой при изготовлении шаблона, а также при проверке степени изнашивания шаблона в работе.
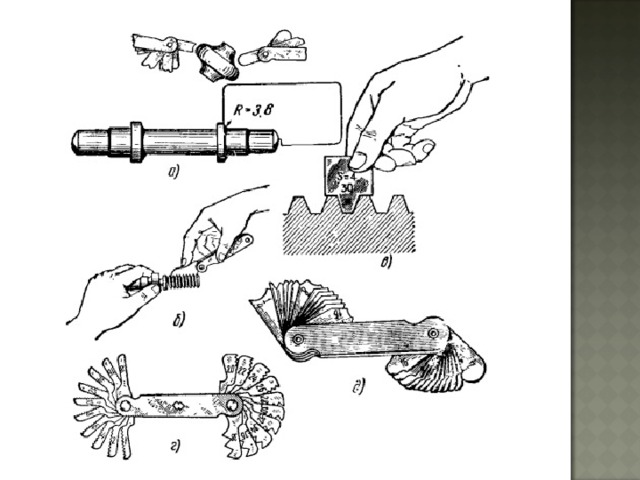

- являются сортирующим прикладным инструментом для определения шага и профиля резьбы
- шаблоны комплектуются в два набора: для метрической резьбы с углом 60°, для дюймовой резьбы с углом 55;
- На каждой пластине указана величина шага или количество ниток на дюйм, а на накладке обоймы обозначена резьба метрическая (60°) или дюймовая (55°).

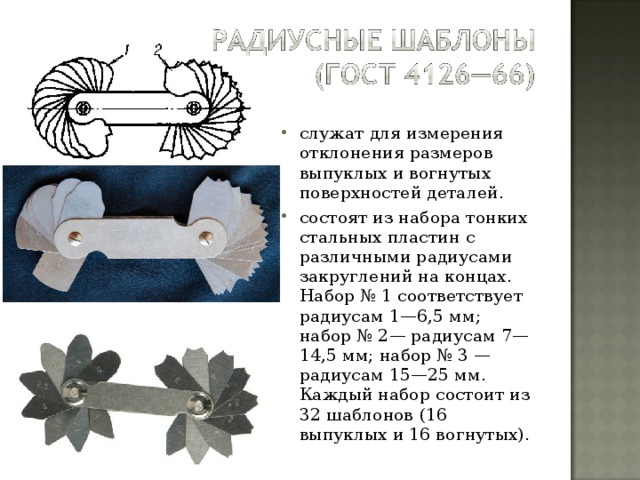
- служат для измерения отклонения размеров выпуклых и вогнутых поверхностей деталей.
- состоят из набора тонких стальных пластин с различными радиусами закруглений на концах. Набор № 1 соответствует радиусам 1—6,5 мм; набор № 2— радиусам 7—14,5 мм; набор № 3 — радиусам 15—25 мм. Каждый набор состоит из 32 шаблонов (16 выпуклых и 16 вогнутых).
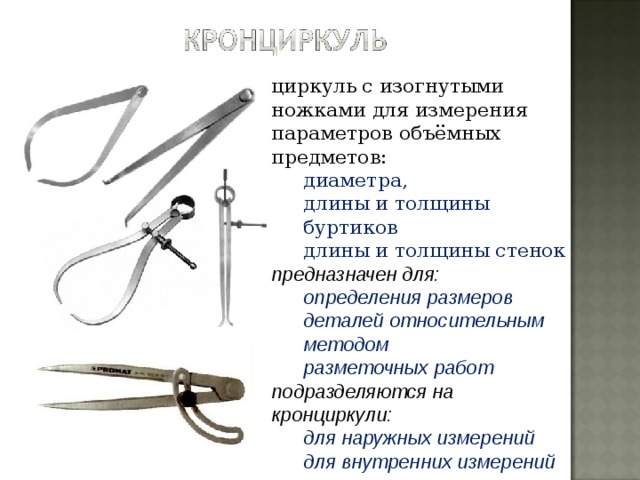
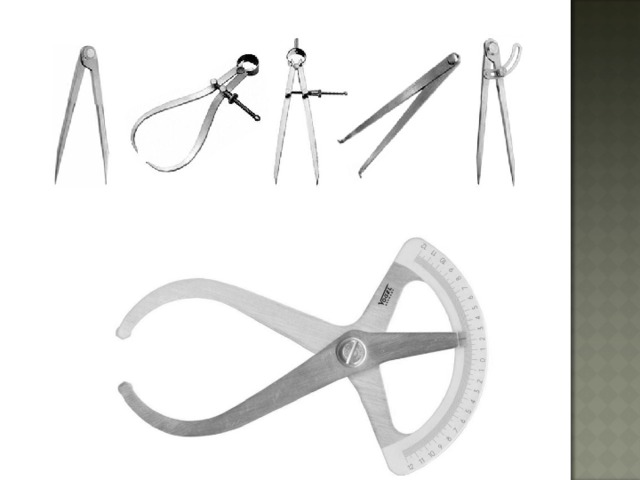
циркуль с изогнутыми ножками для измерения параметров объёмных предметов:
диаметра,
длины и толщины буртиков
длины и толщины стенок
- диаметра, длины и толщины буртиков длины и толщины стенок
предназначен для:
определения размеров деталей относительным методом
разметочных работ
- определения размеров деталей относительным методом разметочных работ
подразделяются на кронциркули:
для наружных измерений
для внутренних измерений с регулировочным винтом,
с дугой.
- для наружных измерений для внутренних измерений с регулировочным винтом, с дугой.
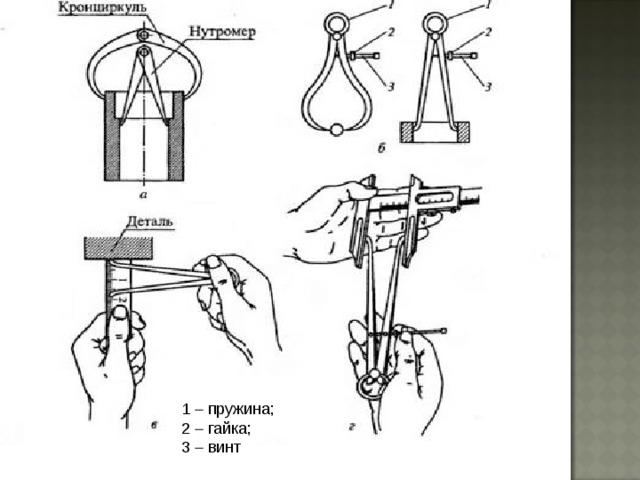
1 пружина;
2 гайка;
3 винт







Автор: Ольховский Сергей александрович, Константинова Ольга Викторовна
Дата: 30.11.2018
Номер свидетельства: 488318
Полезное для учителя




Распродажа видеоуроков!

1800 руб.
2770 руб.

1530 руб.
2350 руб.
1130 руб.
1740 руб.

1980 руб.
3040 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства