иититититткакапепвсампиртоьлбджспмритоьлбдю
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Пояснительная записка к Выпускной квалификационной работе
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Пояснительная записка к Выпускной квалификационной работе»
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ ЯМАЛО-НЕНЕЦКОГО АВТОНОМНОГО ОКРУГА
Государственное профессиональное образовательное учреждение
Ямало-Ненецкого автономного округа
«Надымский профессиональный колледж»
Код 08.01.10..
«Мастер жилищно-коммунального хозяйства»
ПОЯСНИТЕЛЬНАЯ ЗАПИСКА
к выпускной квалификационной работе
Тема работы: Технология выполнения прямой врезки
Выпускник: Выблов Владислав Андреевич
Группа № 32 Мастер жилищно-коммунального хозяйства
Профессия: Электрогазосварщик
Руководитель работы: Бондаренко Н.Д. «___»___________ 201 г.
Председатель методической комиссии: Бондаренко Н.Д. «___»___________ 201 г.
Допущен к защите ______________ зам. директора по УПР __________________
г. Надым,
2019
Содержание
Введение
Виды сварных швов
Анализ конструкции
Организация рабочего места
Выбор материала конструкции и сварочных материалов
Выбор оборудования и инструментов
Выбор режима
Контроль качества сварного соединения
Техника безопасности при изготовлении конструкции
Заключение
Список литературы
Приложение
1.Введение. 
Сварка – технологический процесс получения неразъёмных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого.
Сварные соединения классифицируются в зависимости от формы сопряжения деталей металлоизделий. Так, обычно используются такие типы:
Стыковым соединением - называется сварное соединение двух элементов, примыкающих друг к другу торцевыми поверхностями и размещенных на одной поверхности или в одной плоскости.
Тавровое соединение - это соединение двух деталей, расположенных под углом друг к другу, т.е. торец одной детали прилегает к боковой поверхности другой под углом 90 градусов.
Нахлесточное соединение – тип соединения, при котором детали параллельны друг другу и частично перекрывают друг друга.
Сварные угловые - швы применяются в таких соединениях из двух металлических деталей, как соединение, образующее угол различной величины с разделкой под сварку одной из кромок, соединение внахлест, а также тавровое соединение.
Потолочная сварка – это многоэтапная работа, которая начинается с заделки корня шва. В этом случае используется электрод Ø 3 мм. Потолочный сварочный шов считается одним из наиболее сложных соединений. Это можно объяснить тем, что сварочная ванна в процессе работы перевернута, в результате чего существует огромная вероятность подтекания расплавленного металла.
Области, в которой соединяются металлы, настолько обширны, что уже
перешли земное значение — особые технологии позволяют свариватьэлементы конструкций, находясь в открытом космосе, под водой.
2.Анализ конструкции
Врезка прямая (т.е. врезка в плоскость) используется тогда, когда нужно вмонтировать воздуховоды круглого сечения в воздуховоды прямоугольного сечения.
Для установки врезки в воздуховод в нем необходимо сделать отверстие. Врезка крепится механически к воздуховоду с помощью заклепок. Перед установкой между врезкой и воздуховодом необходимо нанести слой силиконового уплотнения.
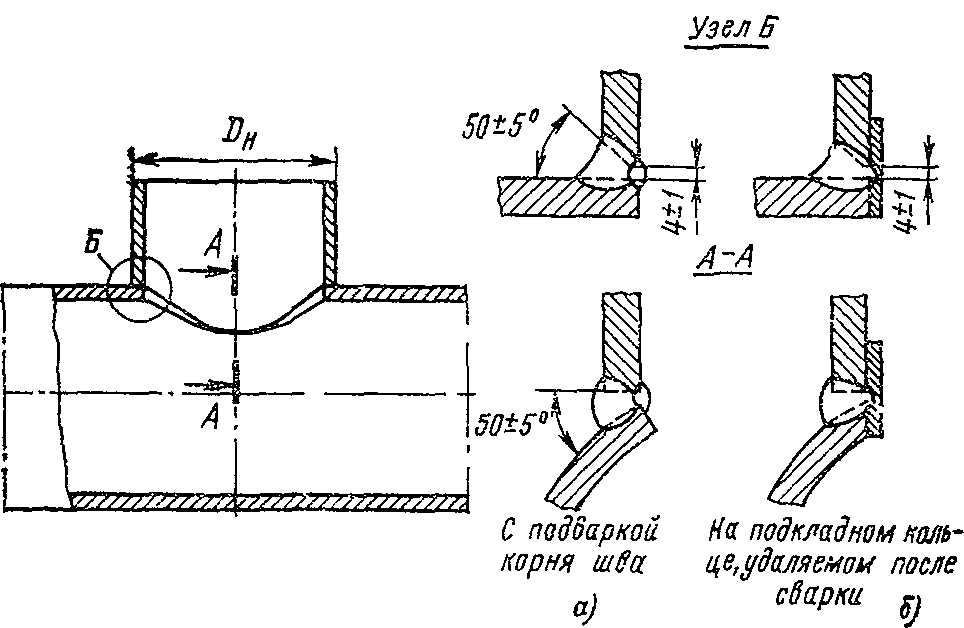
Конструкция прямой врезки.
В своей работе я описываю технологический процесс изготовления прямой врезки, состоящего из:
- труба, имеющая Ø 20 мм 20×200×5мм – 1 шт.
- труба, имеющая Ø 20 мм 20×150×5мм 1 шт.
Для изготовления данной конструкции весь технологический процесс строится на основании чертежа и разработанной технологической карты.
2.1. Организация рабочего места
Специально оборудованное рабочее место для сварки называют сварочным постом. Сварочный пост состоит из:
Рис 1.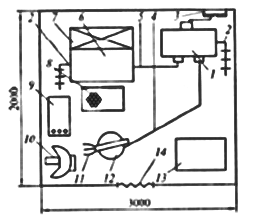
1 - источник питания дуги; 2 - заземление;
- пускатель источника питания;
,4 и 5 – прямой и обратный токопроводящие провода; 6 – стол;
7 – вентиляция; 8 – коврик;
9 – электроды; 10 – щиток;
11 – электрододержатель; 12 – стул; 13 – ящик для отходов; 14 – дверной проем:
Проходы между многопостовыми сварочными агрегатами и между установками автоматической сварки должны быть не менее 1,5 м; проходы между однопостовыми сварочными трансформаторами или между сварочными генераторами, а также проходы с каждой стороны стеллажа или стола для выполнения ручных сварочных работ - не менее 1 м.
Расстояние между стационарным сварочным агрегатом и стеной или колонной должно составлять не менее 0,5 м, а расстояние между стеной или колонной и сварочным автоматом - не менее 1 м.
Проходы между машинами точечной и шовной (роликовой) сварки с расположением рабочих мест напротив друг друга должны быть не менее 2 м, а между машинами стыковой сварки - не менее 3 м. Мри расположении перечисленных выше машин тыльными сторонами друг к другу ширина проходов должна быть не менее 1 м, а при расположении передними и тыльными сторонами друг к другу - не менее 1,5 м.
Для газосварщика стационарный пост предназначен для использования ручных и механизированных работ газосварки и резки в условиях цеха, мастерской. Подачу газа совершают централизовано: газ подается газопроводами к месту пользования, если количество постов превышает десяти. Когда использование газопроводов нерациональное, разрешается подача газа от баллонов.
Передвижной пост организуют для монтажных или ремонтных разовых работ. Его оборудуют баллонами с кислородом и горючим газом, установленными на специальной тележке, или кислородным баллоном и ацетиленовым генератором. На этой же тележке сварщик укладывает шланги при перемещениях. Рабочее место всегда оснащается ведром с чистой водой для охлаждения горелки, освещение используется искусственное и естественное полы бетонные.
2.2. Выбор материала конструкции и сварочных материалов
Конструкция прямой врезки изготовлена из стали марки Ст 3
Сталь марки Ст 3 относится к малоуглеродистым конструкционным сталям обыкновенного качества, хорошо сваривается без ограничений, не дает закалочных структур.
Получение металла шва, равнопрочного основному, обеспечивается выбором типа электрода, который регламентирует прочностные характеристики сварного соединения. Сварка производится на переменном токе, электродами тип Э46 марка ЛЭЗ 46.00 диаметром 3 мм. 
Для выполнения газовой сварки применяю сварочную проволоку Св-08
2.3. Выбор оборудования и инструментов
Для изготовления фрагмента прямой врезки выбирается выпрямитель многопостовой сварочный ВД-306
Выпрямитель применяется в комплекте с балластными реостатами. Регулирование сварочного тока производится для каждого поста сварки независимо с помощью балластного реостата.
Балластный реостат марки
РБ-302
Многопостовый выпрямитель ВД-306
Основным рабочим инструментом электросварщика является электрододержатель он входит в комплект к сварочному аппарату. Его функция заключается в удержании электрода в нужном положении в процессе сварки и обеспечении токоподвода в рабочую зону. От качества аксессуара будет зависеть надежность сварного соединения, образование дефектов, производительность и безопасность работ. В процессе работы сварщик пользуется инструментами для зачистки кромок от ржавчины и других загрязнений, а также для вырубки дефектов и зачистки швов от шлака.
Для этого применяют: 
металлическую проволочную щетку, зубило, молоток, комбинированное зубило с рукояткой, имеющее один заостренный конец, а другой конец в виде обычного зубила.
Сечение сварочного кабеля, присоединяющего источник питания к электрод держателю, электрододержатель зажимного типа Esab PRIMA 300 – это надежная установка электрода в любом положении, исключающая изгиб. Аксессуар применяется для режима ММА. Номинальная нагрузка по току – 300 А. Диаметр используемых расходников – 2,5–6 мм. Общая длина сварочного кабеля должна быть не более 30-40м, так как при более длинном кабеле ухудшается процесс сварки из-за падения напряжения в сварочной цепи. Светофильтр в защитной маске необходим С-5. Измерительный инструмент: рулетка, линейка угольник, чертилка.
Для выполнения газовой сварки необходимо следующее оборудование, приспособления и специальные средства для безопасной работы:
оборудование и аппаратура:
Нужно оборудование для газосварки металлов и сплавов. В классическом варианте комплект оборудования включает в себя:
два баллона;
комплект редукторов для контроля давления, необходимого для смешивания газов;
газовую горелку с разного вида насадками;
комплект шлангов, которые предназначены для соединения всех элементов комплекта оборудования.
принадлежности для сварки:
очки с затемненными стеклами (светофильтры) для защиты глаз от яркости сварочного пламени, молоток, набор ключей для накидных гаек горелки,
стальные щетки для сварочного шва и кромок деталей перед сваркой,
сварочный стол,
приспособление сборки и фиксации деталей при выполнении прихваток и сварки.
2.4. Выбор режима сварки
Режимом сварки называют совокупность характеристик сварочного процесса, обеспечивающих получение сварных соединений заданных размеров, формы и качества.
Параметры режима:
Диаметр электрода подбираются в зависимости от толщины свариваемого материала, положения шва в пространстве. Выбираю электроды диаметром 3 мм
Тип и марка электрода подбираются в зависимости от требуемой прочности шва. Выбираю электроды ЛЭЗ-46.00
Сила сварочного тока подбирается в зависимости от выбранного диаметра электрода, положения шва в пространстве, вида электродного покрытия.
Определяю силу тока по формуле:
Iсв = (20+6dэл)×dэл , где Iсв - сила сварочного тока, А;
dэл - диаметр электрода, мм
Подставляю значения в формулу и определяю силу тока
Iсв = (20 + 6 × 3) × 3 = 114 А
5. Род и полярность тока выбираю в зависимости от марки свариваемого металла его толщины, марки применяемого электрода.
6. Напряжение на дуге при РДС изменяется в пределах 20-36В и регулируется изменением длины дуги.
7. Наклон электрода и изделия влияет на форму и размеры шва. Сварка может производиться электродом, расположенным вертикально, углом вперед и углом назад. Влияние наклона электрода на геометрические размеры и форму шва. При наклоне изделия сварка выполняется на подъем и спуск.
8. Подбор сварочной проволоки
Диаметр сварочной проволоки для газовой сварки всех сталей подбираю в зависимости от толщины свариваемого металла по следующей формуле:
для левого способа сварки
d=(S+1)/2= (3+1)/2 = 2 мм., где d - диаметр проволоки, мм., S -толщина металла, мм.
Марка сварочной проволоки выбирается в зависимости от марки свариваемой стали и ответственности сварных изделий. Выбираю сварочную проволоку Св-08
9. Мощность горелки
Расход ацетилена определяю по формуле:
A=k×S , где А- расход горючего газа, л/ч
k - удельный расход газа на 1 мм свариваемой толщины, л/ч
S - толщина металла, мм
А = 100 × 5 = 500 л/ч
Удельный расход газа К при сварке малоуглеродистой
стали в л/час на 1 мм свариваемой толщины
| Способ сварки | Ацетилен | Водород | Нефтегаз | Природный газ (метан) |
| Левый | 100 | 300 | 200 | 250 |
Так как сварку производил в течение 10 минут, то расход газа будет равен:
А = 500л×0,20= 100л.
Нормальное (восстановительное) пламя получается при объёмном отношении количества кислорода к ацетилену 1:1. Практически вследствие загрязнённости кислорода нормальное пламя получается при несколько большем количестве кислорода, т.е при ß= 1,1-1,3
Определяю расход кислорода: 100л × ( 1,1-1,3) =110–130л.
10. Состав пламени
Состав пламени определяется соотношением расхода кислорода к расходу горючего газа. Он устанавливается по внешнему виду пламени. В процессе сварки сварщик должен следить за характером пламени и регулировать его состав, так как для сварки различных металлов требуется определенный состав пламени.
2.5. Контроль качества сварного соединения
Для получения сварного соединения хорошего качества осуществляется контроль, начиная с проверки качества подготовки шва и кончая проверкой полученного сварного соединения.
Сборку под сварку и разделку шва проверяют по стандартам и техническим условиям.
Сварное соединение труб проверяют внешним осмотром. Предварительно сварное соединение очищаю от шлака, окалины и металлических брызг. Осмотр произвожу невооружённым глазом. При внешнем осмотре выявляю наружные дефекты шва, к которым относятся:
нарушение размеров и формы шва,
непровар,
подрез зоны сплавления,
поверхностное окисление,
прожог, наплыв
поверхностные поры
незаваренные кратеры
3. Техника безопасности при изготовлении прямой врезки
Общие требования безопасности
К работе по выполнению электросварочных работ допускаются лица не моложе 18 лет, прошедшие специальное обучение и имеющие удостоверение на право производства электросварочных работ и квалификационную группу по электробезопасности не ниже второй категории, прошедшие медицинский осмотр, инструктаж на рабочем месте, ознакомленные с правилами пожарной безопасности и усвоившие безопасные приемы работы.
3.1 Требования безопасности электрогазосварщика
перед началом работ:
перед началом работы электрогазосварщик обязан получить от производителя работ задание на производство работы и инструктаж на рабочем месте;
необходимо проверить рабочую одежду и рукавицы и убедиться в том, что на них нет следов масел, жиров, бензина, керосина и других горючих жидкостей;
рабочая одежда не должна иметь развевающихся частей, куртка должна быть надета навыпуск, пуговицы застегнуты, обшлага рукавов застегнуты или подвязаны, брюки надеты поверх сапог, каска должна быть застегнута на подбородочный ремень, а волосы убраны под каску;
перед сваркой электрогазосварщик должен убедиться, что кромки свариваемого изделия и прилегающая к ним зона (20—30 мм) очищены от ржавчины, шлака и т. п.; при очистке необходимо пользоваться защитными очками; свариваемые детали до начала сварки должны быть надежно закреплены;
при резке элементов конструкций электрогазосварщик обязан применять меры против случайного падения отрезаемых элементов. Сварку (резку) свежеокрашенных конструкций и деталей следует производить только после полного высыхания краски;
- электросварка должна осуществляться с применением двух проводов, один из которых присоединяется к электрод держателю, а другой (обратный) — к свариваемой детали;
при газовой сварке газоподводящие шланги нужно герметично и плотно закрепить на ниппелях стяжными хомутиками;
запрещается использовать в качестве обратного провода сети заземления, металлические конструкции зданий, технологическое оборудование, трубы санитарно-технических сетей (водопровод, газопровод и т. п.);
сварочные провода должны соединяться способом горячей пайки, сварки или при помощи соединительных муфт с изолирующей оболочкой;
места соединений должны быть заизолированы; соединение сварочных проводов методом скрутки не допускается;
сварочные провода должны прокладывать так, чтобы их не могли повредить машины и механизмы;
запрещается прокладка проводов рядом с газосварочными шлангами и трубопроводами, расстояние между сварочным проводом и трубопроводом кислорода должно быть не менее 0,5 м, а между трубопроводами ацетилена и других горючих газов— 1 м;
3.2 Требования безопасности во время работ
При выполнении электрогазосварочных работ электро-газосварщик обязан выполнять следующие требования безопасности:
следить, чтобы подручные или выполняющий совместно со сварщиком работы персонал пользовались защитными средствами;
следить, чтобы шлак, брызги расплавленного металла, огарки электродов, обрезки металла и других предметов и личный инструмент не падали на работающий персонал и проходящих людей;
постоянно следить за исправностью электрод держателя и провода (прямого) к нему;
следить, чтобы провода сварочной цепи не подвергались механическим, тепловым и прочим воздействиям, могущим вызвать нарушение и повреждение их электроизоляции;
В перерывах в процессе сварки проверять состояние и наличие защитных заземлений на корпусах электросварочной аппаратуры;
во время перерывов в работе электросварщику запрещается оставлять на рабочем месте электрод держатель, находящийся под напряжением, сварочный аппарат необходимо отключать, а электрод держатель закреплять на специальной подставке или подвеске;
если в процессе работы или в перерывах на рабочем месте будет обнаружен запах горючего газа (утечка из газового поста газопровода, газового баллона), то должен немедленно прекратить электросварочные работы, сообщить производителю работ (бригадиру или мастеру), произвести отключение источника сварочного тока, уйти в безопасное место;
отключить источник сварочного тока от питающей сети в следующих случаях: уходя с рабочего места даже на короткое время, при временном прекращении работы, при перерыве в подаче электроэнергии, при обнаружении какой-либо неисправности, при уборке рабочего места;
подключение и отключение сварочных аппаратов, а также их ремонт должны осуществляться специальным персоналом через индивидуальный рубильник.
Во время работы газосварщик обязан:
при зажигании ручной горелки или резака сначала приоткрыть вентиль кислорода, затем вентиль ацетилена и только после кратковременной продувки шлангов зажечь горючую смесь газов;
при тушении горелки первым закрыть вентиль горючего газа, а вторым –
кислород;
при "обратном ударе" пламени следует немедленно закрыть вентили на горелке и на баллонах, после "обратного удара" - проверить рукава и продуть их инертным газом;
при перегреве горелки работу приостановить, а горелку потушить и охладить. Для охлаждения горелки иметь сосуд с чистой холодной водой;
перемещение за пределы рабочего места производить только при потушенной горелке;
при перерывах в работе горелка должна быть потушена, а вентили на горелке - плотно закрыты;
при попадании на кожу жидкого газа пораженное место промыть обильной струёй воды;
тушение ацетилена производить углекислотными огнетушителями или песком;
при обращении с баллонами, наполненными газом, устранить возможность их падения и ударов по ним, попадания на них масла, жира, брызг расплавленного металла и нагревание их прямыми солнечными лучами;
перед началом работы тщательно осмотреть и проверить места возможной
3.3 Электросварщику запрещается:
очищать сварной шов от шлака, брызг металла и окалины без защитных очков;
работать под подвешенным грузом, сваривать деталь на весу;
производить электросварочные работы с приставных лестниц;
прикасаться голыми руками даже к изолированным проводам и токоведущим частям сварочной установки, к свариваемым деталям при смене электродов;
выполнять ручную электродуговую сварку от источников тока, напряжение холостого хода которых превышает 80 В для переменного тока, 100 В для постоянного тока;
самостоятельно менять полярность прямого и обратного провода;
регулировать величину сварочного тока при замкнутой цепи, при работе с аппаратом переменного тока;
класть электрод держатель на металлические конструкции;
производить электросварочные работы во время грозы, под дождем или снегопадом без навеса;
регулировать величину сварочного тока при замкнутой цепи, при работе с аппаратом переменного тока;
выполнять электросварочные работы на трубопроводах, арматуре, сосудах и других элементах тепломеханического оборудования, находящегося под давлением.
3.4 Газосварщику запрещается:
отогревать замершие ацетиленовые генераторы, трубопроводы, вентили, редукторы и другие детали сварочных установок открытым огнем или раскаленными предметами;
допускать соприкосновение кислородных баллонов, редукторов и другого сварочного оборудования с различными маслами, а также промасленной одеждой и ветошью;
работать от одного предохранительного затвора двум сварщикам;
загружать карбид кальция завышенной грануляции и в мокрые загрузочные устройства;
производить продувку шланга для горючих газов кислородом и кислородного шланга горючим газом, а также взаимно заменять шланги при работе;
использовать шланги, длина которых превышает 30 м, а при производстве монтажных работ – 40 м;
перекручивать, заламывать или зажимать или зажимать газоподводящие шланги;
переносить генератор при наличии в газосборнике ацетилена;
форсировать работу ацетиленовых генераторов;
применять инструмент из искрящегося материала для вскрытия барабанов с карбидом кальция.
3.5 Требования безопасности по окончании работы
По окончании работы электрогазосварщик обязан:
выключить рубильник сварочного аппарата, а при работе на автоматах и полуавтоматах — перекрыть воду;
при сварке в защитных газах закрыть вентиль баллона и снять давление на редукторе;
собрать провода и защитные приспособления, уложить их в. отведенное место или сдать в кладовую;
собрать шланги и защитные приспособления, уложить их в отведенное место или сдать в кладовую;
выключить местную вентиляцию, убрать рабочее место от обрезков металла, огарков электродов и других материалов;
перед уходом с рабочего места тщательно осмотреть все места, куда могли долетать раскаленные частицы металла, искры, шлак, и убедиться в отсутствии тлеющих предметов — очагов возможного возникновения пожара;
сдать сменщику и руководителю рабочее место чистым;
сообщить обо всех неисправностях и замечаниях, выявленных во время работы;
снять спецодежду и повесить ее в шкаф, вымыть лицо и руки или принять душ.
4. Заключение
В данной работе были рассмотрены следующие вопросы:
анализ конструкции - работа с чертежом прямой врезки;
выбор материала по химическому составу, последовательность операций при изготовлении прямой врезки;
обоснование выбора рабочего места сварщика при изготовлении прямой врезки;
обоснование выбора сварочных материалов - марка электродов, вид покрытия, диаметр электродов при сборке и сварки прямой врезки;
обоснование выбора рабочего инструмента, сборочных приспособлений;
обоснование выбора сварочного оборудования - источник питания постоянного тока ВД-306;
освещены вопросы по организации безопасной работы сварщика и правила техники безопасности;
разработана технологическая карта процесса изготовления прямой врезки – последовательность сборки и сварки, режимы сварки;
обоснование выбора методов контроля изготовления прямой врезки
На основании изложенного, данная работа может служить руководством при изготовлении фрагмента конструкции с стыковым соединением.
Дата окончания работы «_____»____________________20____г.
_________________________________________________подпись
5. Список литературы
Г. Г. Чернышев. Справочник электрогазосварщика и газорезчика. – М.: Академия, 2016.
В. С. Виноградов. Электрическая и дуговая сварка. – М.; Академия, 2015
В. Н. Галушкина. Технология производства сварных конструкций. – М.; Академия, 2015
В. В. Овчинников. Технология ручной дуговой и плазменной сварки и резки металлов. – М.; Академия, 2015
В. И. Маслов. Сварочные работы. – М.; Академия, 2017
В. В. Овчинников. Охрана труда при производстве сварочных работ. – М.; Академия, 2015
В. В. Овчинников. Технология электросварочных и газосварочных работ. – М.; Академия, 2015
Сайты:
http://stalevarim.ru/pub/oborudovanie-dlya-gazosvarki-metallov/
http://aviorcom.ru/offer/?_openstat=ZGlyZWN0LnlhbmRleC5ydTs0MjY1OTQxMDs3MzgzNzkxMzk2O3lhbmRleC5ydTpwcmVtaXVt&yclid=2441647548823264604
6. Приложение







Полезное для учителя




Распродажа видеоуроков!

2040 руб.
3140 руб.
1760 руб.
2710 руб.

2060 руб.
3170 руб.

2060 руб.
3170 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства