Просмотр содержимого документа
««Болат.Болат сапасы.??юды? ?дісі» »
Қазақстан Республикасы білім және ғылым министрлігі
ШҚО әкімдігінің білім басқармасы
КМҚК «Құрылыс колледжі»
Бекітемін
Директордың оқу-ісі
жөніндегі орынбасары
________Оқасов Б.Қ.
«__»_______2014 ж.
Пән: «Санитарлы- техникалық материалдары мен бұйымдары»
Сабақ тақырыбы: «Болат.Болат сапасы.Құюдың әдісі»
(Ашық сабақ әзірлемесі)
Оқу тобы: 21 МВС
Оқытушы: Хуанар Айсәуле
Өткізу уақыты: 20.11. 2014 ж.
Өткізілетін орыны: № 2 кабинет
Құрылыс пәндер бірлестігінде қаралды
Мәжіліс хаттамасы № ___
«__» _________ 2014 жыл.
Пән бірлестігінің төрайымы:
______________Хуанар А.
Мақұлданды:
Колледж әдіскері
___________Н.Д.Калиева
«___» _______2014 ж
Семей – 2014ж.
Сабақтың мақсаты:
Білімділік мақсаты: Оқушылардың металдар жөнінде алған теориялық білімдерін нақтылау, ізденіс өзіндік жұмыстар арқылы тексеру, бекіту, тақырыпқа байланысты дүниетаным кеңейту, өз білімін өзі бағалап, тексере білу, дағдыларын қалыптастыру.
Дамытушылық мақсаты: Оқушылардың интелектуалды ойлау қабілетін дамытып, салыстыру, ажырату, қорытындылау қабілеттерін дамытуға ықпал ету; Тәрбиелілік мақсаты: оқушылардың өз бетімен ізденуін, шығармашылық жұмыс жасауын, өз ойын еркін айтуға, өзіндік ой қорытуға тәрбиелеу
Тәрбиелік мақсаты: Ұқыптылыққа тәрбиелеу, мамандығына деген сүйіспеншілікке және пәнге деген қызығушылығын арттыру
Пән аралық байланыс: «Материалтану» Сом болаттың құрылысы
«Химия» Металдар
Сабақтың типі: Жаңа білімді игерту
Сабақтың түрі: аралас
Сабақтың әдісі: көрнекілік, тәжірбиелік, ізденушілік - зерттеушілік, СТО технологиясы
Сабақтың көрнекілігі: слайд, интерактивті тақта, бағыттаушы тест
Қолданылаған әдебиеттер:
Оқасов Б.К «Құрылыс материалдары және бұйымдары оқу құралы және зертханалық жұмыстар жиынтығы»
Н.Н Остапенка «Металдар технологиясы»
Интернет жүйесі.
Сабақтың барысы:
І Ұйымдастыру кезеңі: (2-3 мин)
ІІ Үй тапсырмасы ( 8-10 мин)
«Көмбеде» жасырылған сұрақтарды табу?
ІІІ.Жаңа сабақ түсіндіру (45-47 мин) Жаңа тақырыпты топтық жұмыс (Өрлеу бағдарламасы бойынша кэмбриж тәсілімен).Сын тұрғысынан ойлау,
ІҮ. Жаңа сабақты бекіту (13-15)
Ассоциациясын жасау және бағыттау тестті жасау.
Ү. Жаңа сабақты қорытындылау.(2-3)
Критерийлер бойынша өзара бағалау.
ІҮ.Үй тапсырмасын беру(1-2 мин)
Болат,болаттың сапасы, болатты құю әдісі жайлы өзіндік ізденіс жұмыстары.
І Ұйымдастыру кезеңі: (2-3 минут)
1 кезең: сәлемдесу
2 кезең: оқушыларды журнал бойынша түгендеу
3 кезең: сабаққа дайындығын тексеру және сабаққа дайындау
4 кезең : оқушылар көңілін аударту
ІІ Үй тапсырмасы ( 8-10 минут)
Өткен тақырыпты еске түсіру үшін осы ұяшықта жасырылған сауалнамаларға жауап береміз.
9 ұяшықта сұрақтар жасырылған
1.Ақ шойында көміртек не түрінде болады? (Цементит) 2.Шойындардың структурасы (Болат тәріздес металдық негізден ( перлит ,феррит ) және металл емес қоспа – графиттен құралады) 3. Сұр шойының механикалық қасиеті
(Ол металдық негіздің үздіксіздігін бұзады және сызат не майда жарық ретінде әсер етеді.Графит қоспасының формасы неғұрлым ірі және түзу болады) 4. Өте берік шойының негізгі ерекшеігі
(Ондағы графит шар тәрізді болып келуіне , графиктің мұндай формасының пластикалығы жақсы болады,өйткені бұл жағдайда металдық негіздің үздіксіздігі әлдеқайда аз бұзылады ) 5. Графиттейтін күйдіру .
(Бұйымды құйған кезде сұр шойының беті немесе барлық қимасы ағарып жолақтануы мүмкін . Осы ақ жолақты жою және шойының өңдеуін жақсарту үшін жоғарғы температурада графиттейтін күйдіру жүргізіледі : Шойын 900-950 ºС температурада 1-4 сағат ұсталады да 250-300 ºС -ге дейін пешпен қоса , ал содан кейін ауада салқындатылады.Бұлай күйдіргенде ақ жолақты участокта цементит Fe C феррит пен графитке ыдырайды , осының салдарынан ақ немесе ақшыл шойын сұр шойынға айналады )
6. Қалпына келтіру .
(Қалпынан келтіру формасы қарапайым , қимасы кішкене шойын құймасы үшін жүргізіледі . Ол үшін щойынды 850-900 ºС -де 1-3 сағат ұстайды және онан кейін ауада салқындатады . Бұлай қыздырғанда көміртек – графиктің біразы аустенитте ериді ; ауада салқындатқанан кейін металдық негіздің қаттылығы , тозыуға төзімділігі жоғарырақ троститті перлит стурктуралы болады . Сұр шойын үшін қалпына келтіру сирек , жұмсарта шынықтыру көбірек қолданылады) 7. Шынықтыру .
(Сұр шойының беріктігін шынықтыру арқылы арттыруға болады . Ол 850-900 ºС -ге дейін қыздыру арқылы және суда салқындату арқылы жүреді .Перлитті шойындарды да , ферритті шойындарды да шынықтыруға болады .Шынықтырғанан кейін шойының қаттылығы НВ 450-500 – ге жетеді .Шынықтырылған шойының стуктураына бірақтар мөлшерде қалдық аустенит бар мартенист және бөлінген графит болады .Сұр шойының беріктігі мен тозуға төзімділігін арттырудың тиімді әдісі болатты шынықтыруға ұқсас изотермиялық шынықтыру болып табылады)
8. Сығылғыш шойынды термиялық өңдеу .
(Беріктігі мен тозуға төзімділігін арттыру үшін соғылған шойынды қалпына келтіреді немесе жасыта отырып шынықтырады .Соғылғыш шойын 850-900 С де қалпына келтіреді және осы температурада 1-1,5 сағат ұсталып , ауада салқындатылады .Егер заттардың қаттылығы жоғары болса , оларды 650-680 С -де 1-2 сағат ұстап көп жұмысарту керек .)
9. Сом ақ шойын алдын ала қыздыру және шынықтыру әдісін қандай металлургтер ойлап тапқан?
(А.Д.Ассонов пен В.И.Прядинов тапқан және бұл әдіс өнеркәсіптің түрлі саласында кең қолданылады.)
ІІІ.Жаңа сабақ түсіндіру (45-47 мин)
Сынтыұрғысынан ойлау
Білемін
Білгім келет
Үйрендім
Жаңа тақырыпты топтық жұмыс (Өрлеу бағдарламасы бойынша кэмбриж тәсілімен)
Беріктік шегі өте жоғары, созымдылық қасиеті бар, механикалық әдістермен жеңіл өңделеді (кесу, тілу, бұрғы), құйма әдіспен түрлі-түсті бұйымдар өндіріледі. Металлдың кемшілік қасиеттері: металл ауыр құрылыс материалы (=7800-7900кг/м3). Сыртқы температураның өсуіне байланысты металл деформацияға ұшырайды. Металлдың коррозиясы бар (тот басады).
Металлды қара және түрлі түске бөледі. Қара металл: болат және шойын.
2. Болат дегеніміз – темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 2%-тен төмен («С»
Шойын дегеніміз – темір мен көміртегінің қоспасы, құрамындағы көміртегі 2 ден 4,3%-ке дейін. «С» = 2-4,3 % (6,7). Бұлар құрамындағы көміртегінің көлеміне байланысты 3 түрге бөледі:
Аз көміртекті болат, «С»
Орташа көміртекті болат, «С» = 0,25-0,6 %.
Көп көміртекті болат, «С» = 0,6-2 %.
Болатты өндіру әдісіне байланысты мынадай түрлерге бөлінеді:
Мартендік әдіс, «А» классы, механикалық қасиеттері жақсы дамыған.
Конвертерлік әдіс, «Б» классы, химиялық қасиеттері жақсы дамыған.
Электроертінділік әдіс, «В» классы, механикалық қосымша химиялық қасиеттері бар.
Болат құрамындағы қоспа түрлеріне байланысты (хром, никелл, вольфрам, марганец, алюминий т.т.) 3 түрге бөлінеді:
Аз қоспалы болат,
Орташа қоспалы болат, қоспаның көлемі 2,5-10%.
Көп қоспалы болат, қоспа көлемі 10%.
Болатты сапасына байланысты мына түрлерге бөледі:
Жай сапалы болат
Сапалы болат
Сапасы жоғары болат
Болатты қолдану орынына байланысты:
Құралсаймандық
Конструкциондық және арнайы дайындалған болатқа бөледі.
3. Шойынның балқу температурасы (көміртегі С-4,3) 11300С
Ал көміртегі 2% болса 13000С
Болаттың қаттылығын 3 әдіспен анықтайды:
Болаттық шарик (бринелл)
Болаттық пирамида әдісі (Роквел)
Болаттың конус әдісі (Виккерс)
Болатты қатылыққа сынау әдіс схемасы сызылады.
Болаттың механикалық қасиеттері оның созымдылығымен анықталады. Созымдылық беріктік шегін анықтау үшін қимасы шеңбер, төртбұрышты стерженды тартып-созу арқылы сынайды. Үлгі ұзындығы қима түріне байланысты.
Стерженды созу күш және салыстырмалы ұзындық диаграммасында қарастырылады.
Стерженды созу схемасын сызу.
Болатты созу диаграммасы: стерженды тартып-созу кезінде оның созылуы және кернеуде пропорцоинально өседі. Пайда болған кернеу пропорциональдық кернеу деп аталады. Гук заңы n, (-сигма әрпі).
Е – серпімділік модулі, .
Созу күшінің өсуіне байланысты үлгі ары қарай тартып созылады, күш өспесе де үлгі созылады. Пайда болған кернееуді аққыш кернеуі деп атайды. Диаграммада түзу сызықпен көрсетіледі ;
Ары қарай созу барысында күштің өсуіне байланысты үлгі созылып бір мөлшерде үзіледі. Пайда болған кернеуді беріктік шегі деп атайды. .
Болаттың маркасы оның беріктік шегіне, аққыш кернеуіне және салыстырмалы ұзындығына байланысты анықталады.
Болаттың жабысқақтық қасиетін маятниктік копр әдісімен сынайды, ол үшін өлшемі 10х10х500 мм үлгі қолданады. Осы үлгіні ұрып, соғу арқылы болаттың жабысқақтық қасиеті белгіленеді. аk=.
A- үлгіні қиратуға жұмсалған жұмыс.
Fo- үлгінің бастапқы ауданы.
Болаттың жабысқақтығын анықтау, сынау үлгісі (схемасы беріледі).
Болаттың температуралық кеңейгіштік коэфиценті. (11-11,9) 10-60С. Сыртқы температураның 10С-қа өсуіне байланысты бұл коэфицент өзгеріп отырады.
Болатты термиялық әдіспен өңдеу. (Болаттың температурасын көтеру арқылы өңдеу).
4-түрге бөледі:
1) Шынықтыру
2) Жасыту
3) Жұмсарту
4) Нормаға келтіру
Шынықтыру дегеніміз – болаттың дайындаманы 800-9000С дейін қыздырып тез суыту. Тез суыту суда немесе майда жүргізіледі. Болаттың жабысқақтығы азайып, ішкі кернеулілігі өсіп, қаттылығы және беріктігі жоғарлайды.
Жасыту дегеніміз – болатты 800-9000С дейін қыздырып пеш ішінде біртіндеп суыту.Қаттылығы азаяды жабысқақтығы өседі.
Жұмсарту дегеніміз – болатты 200-6000С дейін қыздырып ауада біртіндеп суыту. Қаттылығы азаяды, жабысқақтығы өседі. Болатты 1200С дейін қыздырып жұмсартуға болмайды. Себебі оның бетінде коррозияға тез ұшырайтын қабыршақ пайда болады.
Болатты нормаға келтіру дегеніміз – оны 800-9000С температураға дейін қыздырып ауада біртіндеп суыту. Болаттың қаттылығы, беріктігі және жабысқақтығы артады.
Болатты қысыммен өңдеу 2 түрге бөлінеді. Ыстық және суық күйде өңдеу. Болаттық дайындаманы ыстық күйде өңдеу дегеніміз – оны 800-12000С температурада өңдеу. Ал суығы 8000С температураға дейін өңдеу. Болатты қысыммен өңдеу әдістеріне: прокаттау, штаптау, престеу, созу әдістері жатады.
Прокаттау дегеніміз – болаттық дайындаманы екі білік арасынан қысып, созып өткізу. Прокаттау әдісімен двутавр, тавр, швеллер, бұрыштама, рельс,тт.б.бұйымдар өндіріледі.
Престеу дегеніміз – болаттық дайындаманы қысып, созып матрица тесігінен өткізу.
Созу дегеніміз – болаттық дайындаманы дайындама диаметрінен кіші тесік арқылы созып өткізу. Созуды суық күйде жүргізеді. Қимасы төртбұрышты, квадратты, алтыбұрышты және шеңбер сияқты арматура бұйымдарын өндіреді. Созу кезінде бұл бұйымдардың ішкі кернеуі 20-30% дейін өседі. Бұл әдіспен классы А–ІІІв арматурасы өндіріледі.
Штамптау дегеніміз – болаттық дайындаманы ұрып соғу арқылы штампқа толтыру.
Болаттық дайындаманы тартып созу әдісі дегеніміз – оны төстікке салып жан-жағынан ұрып соғып бір формаға келтіру. Анкерлік болт, скоба дайындалады.
Болатты маркалау және оның маркалары. Болатты маркалау үшін беріктік шегі, аққыш кернеуі және салыстырмалы ұзындығы қажет. Көміртекті болат құрамындағы көміртегі «С»-0,62% дейін. Болаттың маркалары: Ст0; Ст1; Ст2т.т; Ст7.
Болат маркасының алдына мынадай әріптер жазылуы мүмкін А, Б, В. Мысалы Аст3. Болатты өндіру барысында оны қайнату дәрежесіне қарай сабырлы «С» жартылай «ПС» қайнатылған «КП» болатқа бөлінеді. Мысалы; Вст 6 пс. Қоспа болат маркалары: Болаттың қасиеттерін арттыру үшін оның құрамына қоспалар қосылады және оларды маркалау үшін мынадай әріптер қолданылады:
С – кремний
Г – марганец
Х – хром
Н – никель
М – молибден
В – вольфрам
Ю – алюминий
Д – мыс
К – кобальт
Әріптен кейін жазылатын сан қоспа болаттың проценттік көлемін көрсетеді. Мысалы: 2Н 17 Г2. «С»-0,2% дейін, никель - 17% марганец - 2%.
Шойын, шойынның түрлері және оны маркалау. Шойын ақ және сұр түстіге бөлінеді. Сұр түсті шойын, жай және модификацияланған шойынға бөлінеді. Ақ түсті шойын болат өндіруге қолданылады. Сұр түсті шойынан құйма әдісімен сантехникалық бұйымдар алынады. (құбыр, радиатор, ванна, пішінді құбыр бұйымдары) СЧ 12-28
С – «серый» деген сөз
Ч – «чугун» ұғым береді
12-кг/мм2 – созу беріктік шегі
28 – кгс/мм2 – иілу беріктік шегі
Модификациялық шойын маркасы МСЧ 36-48. Шойын морт сынғыштық қасиетіне қарамастан құрылыста әртүрлі колонна, еденге төсеу плиткасы және оның бұйымдары сәулеттік әрлеу плиткалары өндіріледі.
Болаттық арматура және оның топтасуы. Болаттың созымдылық қасиетін арттыру үшін оны арматуралайды. Балка, плита, ферма, ригель т.б. темір бетон бұйымдарының иіліп созылатын бөлігіне болаттық арматура орналастырады. Оны жұмыстық арматура деп атайды.
Болаттық арматураны мына белгілерге байланысты топтастырады.
Өндіріп алу әдісіне
Сыртқы формасы
Құрылыста қолдану түріне қарай.
Арматураны өндіруіне байланысты стержендік арматура және сымтемірлік арматураға бөледі.
Стержендік арматура d = 60-90 мм
Сымтемірлік арматура d = 3-8 мм
Стержендік арматура жай және алдын-ала кернеу туғызылған арматураға бөлінеді.
Жай арматураны А-әріпімен белгілеп жанына классы қойылады. А-I, А-II т.т А-VII. Бұндағы А әріпі болаттық арматураны механикалық әдіспен өндірілген (мартендік) болаттан дайындаған, сымтемірлі арматура. В-I, В-II.
Сыртқы формасына байланысты тегіс және кедір-бұдырлы (елка, және винт тәріздес) түрге бөлінеді. Құрылыста қолдануына байланысты жай және алдын-ала кернеу туғызылған арматураға бөлінеді. Егер термиялық әдіспен кернеу туғызса, онда оны былай белгілейміз. Aт–IV, Aт–V, Aт-VII. Созу әдісімен кернеу туғызылса, онда А-ІІІв деп белгілейді (в- волочение Т-термический способ упрочнение).
Алдын ала кернеу туғызылған арматура қосымша 30%-ке дейін жүкті көтере алады. Сымтемірлі арматураға кернеу туғызылса және беті кедір-бұдыр болатын болса онда Вр-І, Вр-ІІ деп белгілейді.
Қорытылған болатты құйып, сапалы құйылма алу болат өндірудің маңызды бір кезеңі.
Болатты құюдың үш тәсілі бар:
1) жоғарыдан құю;
2) сифондық құю;
3) үздіксіз құю
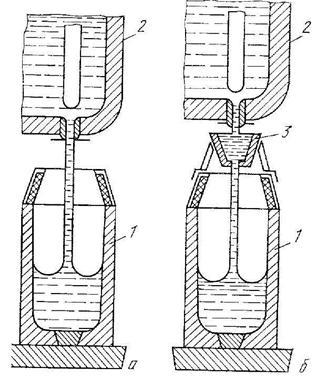
Болатты жоғарыдан құю.Жоғарыдан құюда сұйық болат құймақалыпқа (1) шөміштен (2) (3.16, а сурет) немесе аралық қондырғыдан (аралық шөміш, воронка) (3) ағызылады (3.16, б сурет).
Болатты жоғарыдан құюдың артықшылықтары:
1) құю жабдықтарын дайындаудың қарапайымдылығы және арзандығы;
2) құймақалыпты дайындау бөлімшесі жұмысының өнімділігі.
3.16 сурет – Болатты жоғарыдан құю сұлбасы
Кемшіліктері:
1) құйылма сырты сапасының төмендігі.
2) бір мезгілде құйылатын құйылма санының шектеулігі.
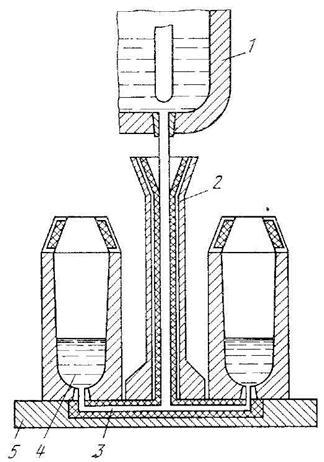
Болатты сифондық құю.Болатты жоғарыдан құю құйылма алудың алғашқы тәсілі. Кейінірек құйылма бетінің сапасына құйылатын талаптар жоғарылап әрі үлкен қысу стандары жоқ зауыттарда кішірек құйылма алуға мәжбүр болғанда, болатты сифондық құю кеңірек тарады.
Сифондық құюда шөміштегі (1) болат алдымен орталық қалыпқа (2), содан кейін оттөзімділерден жасалған поддонның (5) каналдарымен (3), металл (4) құймақалыпқа төменнен келеді (3.17 сурет).
1) бір мезгілде бірнеше құймақалыпты (құйылма салмағына қарай 2-64) болатпен толтыру мүмкіндігі;
2) құйылма сырты таза, тегіс;
3) болат құрамы мен температурасына қарай құю жылдамдығын реттеу мүмкіндігі.
Кемшіліктері:
1) құю жабдықтарын дайындаудың күрделігі және қымбаттылығы;
2) сифондық каналдардың болуынан металл шығынының жоғарлауы.
Болатты құю тәсілін таңдау көптеген факторларға байланысты:
1) цехтың өнімділігі;
2) қорытылатын болат сортаменті;
3) илемдеу цехы қысу стандарының қуаты;
4) құю үрдісінің экономикалығы;
5) құйылма сырты сапасына қойылатын талаптар;
6) илемдеу алдында дайындаманы тазалау дәрежесі және т.б.
Болатты үздіксіз құю.1966 жылы жаңа конвертерлік цехтың болатын құюда, дүние жүзінде бірінші рет Россияда, болатты үздіксіз құю қондырғысы қолданылды. Содан бері дүниежүзілік практикада, оттегілі конвертерлік цехтың болатын үздіксіз құю бөлімшесімен қамтамасыз ету, болат өндірудің басты бағыты болып табылады.
Қазіргі кезде дүние жүзінде қорытылатын барлық болаттың 83%-ы болатты үздіксіз құю қондырғысынада немесе дайындаманы үздіксіз құю машинасында құйылады. Металлургиясы дамыған кейбір елдерде бұл көрсеткіш 97%-ға дейін барады.
Үздіксіз құюдың көбірек тараған тәсілі сұйық болатты шөміштен мыс кристаллизаторға (сумен салқындатылатын) ағызып, сыртқы қабаты кристалданған соң, ортасы әлі сұйық күйдегі құйылманы кристаллизатордан тартып шығарып, екінші суыту зонасынан өткізу. Содан соң құйылманы берілген ұзындыққа кесу.
Кристаллизатордан құйылманы тартып шығару тәсілінің басты кемшілігі: үйкеліс күшінің әсерінен құйылманың сыртының қабығының жыртылып айырылу қаупі. Сондықтан болатты құю жылдамдығы шектеулі. Тәсілмен негізінен қалыңдығы 100-150-ден 250-300 мм-ге дейінгі дайындамалар (құйылмалар) алынады.
Кейінгі кезде жұқа сляб (қалыңдығы 30-70 мм) алу технологиясы, кристаллизатордың жұмыстық бетінің құйылмамен бірге қозғалу қондырғысы және құю-илем агрегаттары игерілуде.
Болатты үздіксіз құюдың құймақалыптарға құюға қарағанда мынадай артықшылықтары бар :
1) жарамды металл шығымы жоғары;
2) құйылма мен дайындамалардың сыртқы бетінің сапасы жоғары;
3) болат элементтерінің ликвациясы төмен;
4) қуаты үлкен блюминг пен слябингтердің керегі жоқ;
5) құю пролетіндегі жұмыс жағдайы жақсарады;
6) еңбек өнімділігі жоғарылайды;
7) үрдісті автоматтандыруға ыңғайлы.
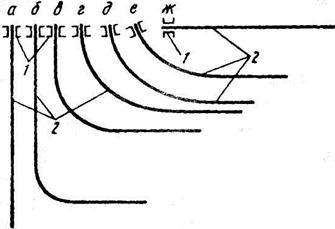
Болатты үздіксіз құю қондырғыларының ішінде құйылманы кристаллизатордан тартып шығару типі кеңірек тараған. Олар құйылманың қозғалу бағытына байланысты бөлінеді (3.18 сурет):
1) вертикаль типті (а);
2) құйылманы иетін (б);
3) вертикаль-радиальды (в);
4) радиальды (г);
5) қисықсызықты (д);
6) көлбеу қисықсызықты (е);
7) горизонтальды (ж).
3.18 сурет – Болатты үздіксіз құю қондырғылары түрінің сұлбасы
Ең көбірек вертикальды, қисықсызықты және радиальды типті қондырғылар тараған, азырақ тарағандары – вертикаль-радиальды, құйылманы иетін, горизонтальді және көлбеу қисықсызықты.
Құйылманың көлденең қимасының пішініне қарай қондырғылар слябтық, сұрыптық, блюмдік, құбырлық, күрделі пішінді және т.б. болып ажыратылады. Ең көбірек слябтық (қалыңдығы 150-300 мм, ені 2600 мм-ге дейін), сұрыптық және блюмдік (қимасы квадрат 400х400 мм-ге дейін және тік бұрышты қалыңдығы 300 мм-ге дейін) кондырғылар қолданылады.
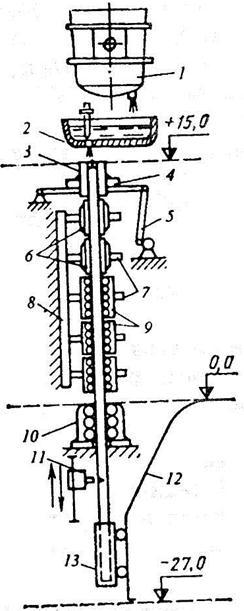
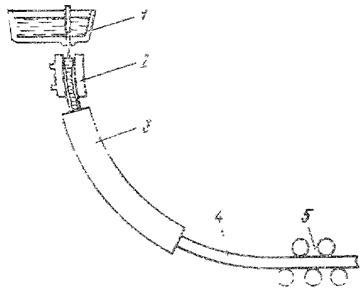
3.19 суретте вертикаль типті болатты үздіксіз құю қондырғысының сұлбасы көрсетілген. Болатқұю шөмішінен (1) болат аралық шөмішке (2), одан жоғары-төмен қозғалыс жасай алатын кристаллизаторға (3) құйылады. Кристаллизатордан шыққан ортасы әлі сұйық күйдегі құйылма екінші суыту зонасында кристалданады. Екінші суыту зонасынан кейін де тарту клеті (10) орналасады. Содан кейін құйылманы берілген ұзындыққа кеседі. Дайын құйылмаларды шұңқырдан арбаша (13) арқылы көтереді.
Қисықсызықты типті машинада (3.20 сурет) сұйық болат аралық шөміштен (1) радиальды кристаллизаторға (2) ағызылады. Сумен салқындатылатын мыс кристаллизаторда белгілі бір радиусты құйылма қалыптаса бастайды. Кристаллизатордан шыққан құйылма доға бойымен екінші суыту зонасынан (3) өтіп, құйылмаға (4) қозғалыс беретін және оны түзететін тартып-түзету клетіне (5) жетеді. Клеттен шыққан соң, құйылманы берілген ұзындыққа кеседі.
3.19 сурет – Вертикаль типті болатты үздіксіз құю қондырғысының сұлбасы
Қисықсызықты типті үздіксіз құю мәшинесінің екі түрі бар. Біреуінде құйылма өзгермейтін радиуспен (радиальды қондырғы) қозғалып, доғаның төменгі нүктесіне жеткенде, құйылманың түзетілуі орын алады. Екіншіде құйылма өзгермелі радиус бойымен қозғалып, оны түзету екінші суыту зонасында басталып, тартып-түзету клетінде аяқталады.
3.20 сурет – Қисықсызықты типті қондырғының сұлбасы
Құйылманы иетін қондырғыда вертикаль кристаллизатор, суыту жүйесі және тарту білікшелерінен кейін құйылманы иетін білікшелер орналасқан. Құйылма түзету білікшелерден өткен соң, оны берілген ұзындыққа кеседі.
Құйылманы иетін қондырғыда қалыңдағы 150-200 мм-ден аз дайындамалар алынады.
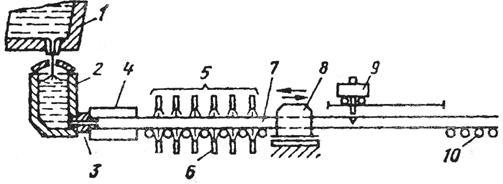
Горизонтальды қондырғыларда (3.21 сурет) болат шөміштен (1) металқабылдағышқа (2) ағызылып, одан сақина (3) арқылы кристаллизаторға (4) келеді. Кристаллизатордан шыққан құйылма (7) екінші суыту зонасында (5) су форсункаларымен (6) салқындатылады.
3.21 сурет – Горизонтальды қондырғының сұлбасы
Тарту механизмі (8) құйылманы 10-50 мм-ге периодты жылжытып отырады. Кесу құрылғысы (9) арқылы құйылма берілген ұзындыққа кесілген соң, рольгангпен (10) тасымалданады.
ІҮ. Жаңа сабақты бекіту (13-15 мин)
Ассоциациясын жасау және бағыттау тестті арқылы шешу.
Болаттың сапасы,құю әдісі.
Тест
1.Металлды топтастыру қалай жүргізіледі
А.Түсті және қара металлдар
В.Металды және металды емес
С.Шойын және болат металлдар
2.Болат деп-
А. Темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 3,5% төмен («С» ≤ 3,5% )
В.Темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 2% төмен («С» ≤ 2% )
С. Темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 4,5% төмен («С» ≤ 4,5% )
3.Шойын деп-
А. Темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 2-4,3% төмен («С» ≤ 2-4,3% )
В.Темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 5,5-6% төмен («С» ≤ 5,5-6% )
С. Темір мен көміртегінің қоспасы құрамындағы көміртегінің көлемі 1,7% төмен («С» ≤ 1,7% )
4.Көміртекті болаттар неше түрге бөлінеді?
А. 2 (аз көміртекті болат, орташа көміртекті болат)
В. 3 (аз көміртекті болат, орташа көміртекті болат, көп көміртекті болат)
С. 3 (аз көміртекті шойын, орташа көміртекті шойын, көп көміртекті шойын)
5. Көп көміртекті болаттың құрамында көміртек мөлшері қанша % болады?
А. («С» =0,25% )
В. («С» =0,25-6% )
С. («С»=0,6-2% )
6.Болат өндіру әдісіне байланысты қалай бөлінеді?
А. Мартендік әдіс, электроертінділік әдіс
В. Конвертерлік әдіс, химиялық әдіс
С. Мартендік әдіс, конвертерлік әдіс, электроертінділік әдіс
7. Болатты сапасына байланысты неше түрге бөлінеді?
А. Жай сапалы болат, сапалы болат, сапасы жоғары болат
В. Жай сапалы болат, сапасыз болат
С. Сапалы болат, сапасы жоғары емес болат
8. Болаттың құрамындағы қоспа түрлерін көрсет?
А. Хром,никелл,мыс,мырыш,қалайы
В. Титан,Ванадый ,мырышты,марганец,
С. Хром,никелл,вольфрам,марганец, алюминий
9.Вертикаль жазықта ажыратылатын металл қалыптардағы құж жүйесінің схемасн тап?
А. Жоғарыдан құю, төменнен құю,бұйірден құю саңлаулы.
В.Центрден тепкіш күшпен құю
С. Балқығыш үлгілер бойынша дәл құю тәсілі.
10.Болатты құюда көп тараған ақауларды көрсет?
А. Құрамы мен құрлымының бір текті болмауы.
В.Болатты құюда ешкандай ақау болмайды.
С. Құрамы мен құрлымының бір текті болуы.
Ү. Жаңа сабақты қорытындылау.(2-3 мин)
Критерийлер бойынша бағалау.
Үй тапсырмасына жауап берген ,сабаққа белсене қатысқан,бағыттаушы тест арқылы шыққан бағалар арқылы қорытынды баға шығару.
ІҮ.Үй тапсырмасын беру (1-2 мин)
1.Самсаев М.Б. «Материалдарды және конструкциялық материалдар технологиясы» 25-36 бет
2.Болат,болаттың сапасы, болатты құю әдісі жайлы өзіндік ізденіс жұмыстары.






 =7800-7900кг/м3). Сыртқы температураның өсуіне байланысты металл деформацияға ұшырайды. Металлдың коррозиясы бар (тот басады).
=7800-7900кг/м3). Сыртқы температураның өсуіне байланысты металл деформацияға ұшырайды. Металлдың коррозиясы бар (тот басады).  n, (
n, ( -сигма әрпі).
-сигма әрпі). .
. ;
; .
. .
.