Современные методы повышения несущей способности механических передач ТПС
Современные методы повышения несущей способности механических передач ТПС
Условия работы тяговой передачи определяются тремя основными группами факторов.
Первая группа факторов связана с выполнением основного целевого назначения тягового привода - преобразование и передача потока мощности от источника энергии к движетелю. При этом основные показатели, определяющие основную нагрузку элементов передачи, не постоянны по абсолютному значению и времени. В зависимости от режима ведения поезда мощность, регулирутся приводом, тяговый момент и частота вращения могут изменяться в широких пределах. Так, в момент трогания поезда зубчатая передача работает в режиме, типичном для так называемых «тихоходных» передач - низкие частоты вращения, большие передаваемые вращающие моменты. При движениях на максимальных скоростях, режим работы зубчатой передачи приближается к типичному для «быстроходных» передач. Все это затрудняет выбор оптимальной геометрии зуба, типа смазки.
Кроме того, в процессе работы тяговой передачи, возможно изменение направления вращения и направления потока мощности. Первое наблюдается при изменении движения экипажа, второе - при переходе от тяги к электрическому торможению. Движение то в режиме ведомого, в то режиме ведущего затрудняет приработку его боковых поверхностей.
Вторая группа факторов обусловлена использованием одного из элементов привода-движетеля в качестве опорного и направляющего элемента экипажа. В связи с этим неизбежны большие нагрузки - тяговой передачи подвержены вибрациям в вертикальном и поперечном направлениях, задаваемым колесной паре рельсовым путям.
Третья группа факторов связана с климатическими условиями. Диапазон температур, при которых работают железные дороги, пересекаются практически все климатические пояса страны, характеризуется следующими данными:
Абсолютные минимумы до -54 С, средний многолетний минимум до -47 С, абсолютный максимум +55 С, средний многолетний максимум +55С. Непосредственная близость таких источников тепла, как тяговый двигатель и тормозные устройства, а также собственное выделение тепла, может существенно увеличить верхний уровень рабочих температур тяговой передачи.
Вы уже знаете о суперспособностях современного учителя?
Тратить минимум сил на подготовку и проведение уроков.
Быстро и объективно проверять знания учащихся.
Сделать изучение нового материала максимально понятным.
Избавить себя от подбора заданий и их проверки после уроков.
Просмотр содержимого документа
«Современные методы повышения несущей способности механических передач ТПС »
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РЕСПУБЛИКИ КАЗАХСТАН
АО «Национальный центр повышения квалификации «Өрлеу»
«Институт повышения квалификации педагогических работников по СКО»
Курсы повышения квалификации преподавателей общеопрофессиональных и специальных дисциплин по железнодорожным специальностям
«Компетентностный подход к преподаванию общепрофессиональных и специальных дисциплин по железнодорожным специальностям»
26.05-06.06.2014 г
ПРОЕКТ
«Современные методы повышения несущей способности механических передач ТПС»
Выполнил (-и):
Сачков А. Н.,
Поролло Л. Н.,
Мухамедшина О. А.
Проверил:
Деревянкин А.В.
ст. преподаватель
г. Петропавловск, 2014
ТЕМА Современные методы повышения несущей способности механических передач ТПС
Условия работы тяговой передачи определяются тремя основными группами факторов.
Первая группа факторов связана с выполнением основного целевого назначения тягового привода - преобразование и передача потока мощности от источника энергии к движетелю. При этом основные показатели, определяющие основную нагрузку элементов передачи, не постоянны по абсолютному значению и времени. В зависимости от режима ведения поезда мощность, регулирутся приводом, тяговый момент и частота вращения могут изменяться в широких пределах. Так, в момент трогания поезда зубчатая передача работает в режиме, типичном для так называемых «тихоходных» передач - низкие частоты вращения, большие передаваемые вращающие моменты. При движениях на максимальных скоростях, режим работы зубчатой передачи приближается к типичному для «быстроходных» передач. Все это затрудняет выбор оптимальной геометрии зуба, типа смазки.
Кроме того, в процессе работы тяговой передачи, возможно изменение направления вращения и направления потока мощности. Первое наблюдается при изменении движения экипажа, второе - при переходе от тяги к электрическому торможению. Движение то в режиме ведомого, в то режиме ведущего затрудняет приработку его боковых поверхностей.
Вторая группа факторов обусловлена использованием одного из элементов привода-движетеля в качестве опорного и направляющего элемента экипажа. В связи с этим неизбежны большие нагрузки - тяговой передачи подвержены вибрациям в вертикальном и поперечном направлениях, задаваемым колесной паре рельсовым путям.
Третья группа факторов связана с климатическими условиями. Диапазон температур, при которых работают железные дороги, пересекаются практически все климатические пояса страны, характеризуется следующими данными:
Абсолютные минимумы до -54 С, средний многолетний минимум до -47 С, абсолютный максимум +55 С, средний многолетний максимум +55С. Непосредственная близость таких источников тепла, как тяговый двигатель и тормозные устройства, а также собственное выделение тепла, может существенно увеличить верхний уровень рабочих температур тяговой передачи.
Длительная работа подвижного состава в пути в условиях низких температур типична для абсолютного большинства климатических районов союза Независимых Государств. Как известно в этих условиях повышается вертикальная жесткость пути. Степень увеличения жесткости в первую очередь зависит от конструкции верхнего строения пути, типа балласта, его загрязненности, глубины промерзания как балласта, так и основания пути. Глубина промерзания определяется не только абсолютными температурами, но и продолжительностью периода с отрицательными среднесуточными температурами.
Вода, снег, пыль, содержащие большое количество абразивных и химических активных частиц постоянно присутствуют в микроатмосфере, окружающей элементы передачи, а значительные перепады давления, вызванного аэродинамическими явлениями при движении на больших скоростях, способствуют их проникновению во внутренние полости.
Таким образом, тяговые передачи, работают в исключительно сложных условиях, несоизмеримо более трудных, чем большинство передач
ПРОБЛЕМА В 2012 г. из-за нарушения технологии изготовления большого зубчатого колеса на сети дорог РФ и Казахстана было отставлено от эксплуатации 163 секции электровозов серии ВЛ. Причиной послужил излом зубьев больших зубчатых колес (БЗК). Из анализа, проведенного специалистами, следовало, что для предотвращения изломов необходимо было заменить 273 колесные пары с бракованными БЗК.
АКТУАЛЬНОСТЬ Для стабилизации положения дел с пассажирскими и грузовыми перевозками на железной дороге разработаны организационно-технические мероприятия, направленные на обеспечение выполнения графика движения поездов. Одно из них касается совершенствования технологии и контроля технологических процессов при изготовлении зубчатых колес.
ОБЪЕКТ ИССЛЕДОВАНИЯ Зубчатые передачи
ПРЕДМЕТ При передачи вращающего момента в зацемлении действует нормальная сила Fn и сила трения Rf, связанная со скольжением (рисунок 1). Под действием этих сил зуб находится в сложном напряженном состоянии. Решающие влияния на его работоспособность оказывают контактные напряжения σН и напряжения изгиба σF, изменяющиеся по некоторому прерывистому циклу. Переменные напряжения являются причиной усталостного разрушения зубьев и выкрашивания рабочих поверхностей. Сила трения вызывает износ и заедание зубьев.
Излом зубьев происходит при перегрузках, а также под действием переменных напряжений изгиба σF, вызывающих усталость материала зубьев. Усталостные трещины 2 (рисунок 2) образуются чаще всего у основания зуба (иногда трещина располагается в вершине зуба) на той стороне, где от изгиба возникают наибольшие напряжения растяжения.
Износ зубьев характерен для открытых передач и закрытых, работающих в загрязненной среде. Происходит в результате попадания на зубья образивных частиц (пыль, грязь, песчинок). По мере износа первоначальный эвольвентный профиль зубьев искажается, увеличиваются зазоры в защемлении, возникают динамические нагрузки и повышенный шум. Прочность изношенного зуба понижается в следствии уменьшения его поперечного сечения, что может привести к износу.
Излом зубьев происходит при перегрузках, а также под действием переменных напряжений изгиба σF, вызывающих усталость материала зубьев. Усталостные трещины 2 образуются чаще всего у основания зуба (иногда трещина располагается в вершине зуба) на той стороне, где от изгиба возникают наибольшие напряжения растяжения. Для предупреждения целостного излома, ограничивая напряжение изгиба, принимают колеса со смещением, увеличивают точность изготовления и монтажа передачи. Излом зубьев - основная причина выхода из строя зубьев открытых передач. Поэтому основными критериями работоспособности и расчета открытых передач является прочность зубьев на изгиб (целостность зубьев при изгибе).
Усталостное разрушение (выкашивание) рабочих поверхностей зубьев-основной вид разрушения зубьев закрытых передач. Возникает под действием переменных контактных напряжений, вызывающих целостность материала зубьев. Обычно разрушение начинается вблизи полостной линии на ножках зубьев, где возникает наибольшая сила трения, способствующая образованию микротрещин. При перекатывании зубьев, масло запрессовывается в трещины и находясьпод большим внешним давлением, вызывает выкрашивание частиц металла. На поверхности зубьев образуются раковины нарушающие условия возникновения сплошной масляной пленки, появляется металлический контакт, что приводит к быстрому износу и задиру зубьев.
Заедание зубьев происходит в преимущественно высокогруженых быстроходных передачах. В месте контакта зубьев развивается высокое давление и температура, масляная пленка разрывается и появляется металлический контакт. Здесь происходит как бы сваривание частиц металла с последующим отрывом их от менее прочной поверхности. Образовавшиеся наросты на зубьях задевают поверхности других зубьев, оставляя на них микроскопические и глубокие борозды в направлении скольжения. Заедание может завершаться прекращением относительного движения.
ЦЕЛЬ Повышение прочности поверхностей зубьев. Совершенствование технологии и контроля технологических процессов при изготовлении зубчатых колес.
ГИПОТЕЗА Проведенные исследования причин разрушения венцов БЗК электровозов свидетельствуют о нестабильности технологии закалки токами высокой частоты (ТВЧ), которая выражается в отсутствии закаленного слоя во впадинах между зубьями, несплошности закаленного слоя по длине впадин, наличии незакаленных участков длиной 10 мм и более. Это приводит к снижению сопротивления усталости и изломам зубьев зубчатых колес в межремонтный период после пробега 250–350 тыс. км при гарантируемом пробеге пассажирских локомотивов 900 тыс. км.
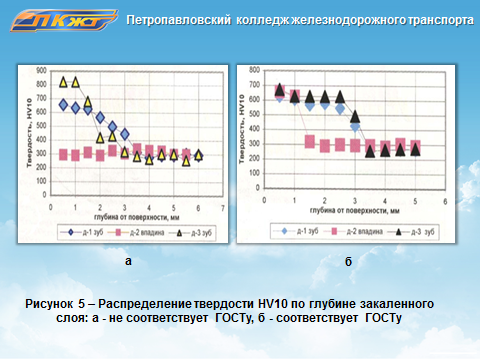
Твердость рабочей поверхности и глубина (толщина) закаленного слоя зубьев определяют износостойкость и контактно-усталостную долговечность. Твердость, глубина закаленного слоя, остаточные напряжения во впадинах между зубьями определяют сопротивление усталости зубьев при изгибе.
Металловедческое исследование показало, что на всех венцах имеются дефекты термической обработки, выражающиеся в виде отсутствия закаленного слоя во впадинах между зубьями или наличия несплошности в закаленном слое. Макроструктура закаленного слоя на поперечных шлифах свидетельствует о наличии незакаленных участков во впадинах между зубьями (рис. 3). Поперечные макротемплеты изготовлены в плоскости, находящейся на расстоянии 10 – 20 мм от торца венца, через эпицентр развития усталостной трещины.
Очертание закаленной зоны на венце (рис. 3) не соответствует требованиям ГОСТ 30803–2002, ГОСТ 51175–98 (толщина упрочненного слоя активной поверхности 0,5m ± 2, во впадине 1 – 2 мм), поскольку закаленный слой во впадине между зубьями отсутствует. Закаленный слой на поверхности зубьев несимметричный.
ЗАДАЧИ Устранение дефектов закалки ТВЧ в виде незакаленных участков во впадинах между зубьями позволяет значительно повысить долговечность БЗК электровозов и исключить изломы их в гарантийный период до пробега 900 тыс км.
ОСНОВНАЯ ЧАСТЬ Совершенствование режимов закалки ТВЧ, проведенное на электровозоремонтных заводах позволило добиться более качественной закалки ТВЧ венцов БЗК. Твердость на рабочей поверхности зубьев составляет 55 – 57 HRC, а на поверхности впадины – 56 HRC. Глубина закаленного слоя на рабочей поверхности зубьев более 3 мм, а во впадине – более 1 мм, что находится в пределах требований ГОСТа.
На венце (рис. 4, б) закаленный слой достаточно равномерный, симметричный, во впадине толщина закаленного слоя находится в пределах требования ГОСТ. На венце (рис. 4, б) имеется темная полоска шириной 1 – 2 мм без нарушений сплошности закаленного слоя.
Измерения твердости на венце (рис. 4, б) показали, что совершенствование режимов закалки ТВЧ, позволило добиться более качественной закалки ТВЧ венцов БЗК. Твердость на рабочей поверхности зубьев составляет 627 – 673 HV10 (55 – 57 HRC), а на поверхности впадины – 657 HV10 или 56 HRC. Глубина закаленного слоя на рабочей поверхности зубьев более 3 мм, а во впадине – более 1 мм, что находится в пределах требований упомянутого ГОСТа.
Распределение твердости по глубине от рабочей поверхности зубьев венца (рис. 5, б) свидетельствует о том, что рабочие поверхности зубьев имеют твердость 55 — 61 HRC, а во впадине – 30 HRC. Согласно ГОСТ 30803–2002/ ГОСТ 51175–98 твердость упрочненного слоя по контуру зуба для колес, упрочненных по всему контуру поверхностной закалкой ТВЧ с отпуском, должна быть 51 ± 3 HRC. Таким образом, твердость венца не соответствует требованиям ГОСТ.
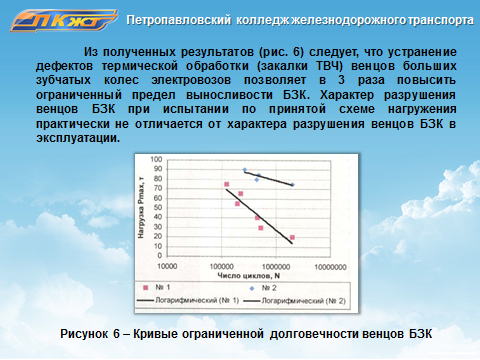
Из полученных результатов (рис. 6) следует, что устранение дефектов термической обработки (закалки ТВЧ) венцов больших зубчатых колес электровозов ЧС2К позволяет в 3 раза повысить ограниченный предел выносливости БЗК. Характер разрушения венцов БЗК при испытании по принятой схеме нагружения практически не отличается от характера разрушения венцов БЗК в эксплуатации.
ПРАКТИЧЕСКАЯ ЗНАЧИМОСТЬ Данный метод имеет практическое применение на электровозоремонтных заводах, используется в методических указаниях на занятиях по изучению тяговых передач ТПС.
ЛИТЕРАТУРНЫЕ ИСТОЧНИКИ
Журнал «Локомотив» – М.: 2010, №1;
Журнал «Железнодорожный транспорт» – М.: 2011, №6;
Ветров Ю. Н. Приставко М. В. «Конструкция ТПС» – М.: Желдориздат, 2002.