Проблема: выяснить какие физические явления происходят и какие физические законы выполняются при сварочном процессе в электрической дуге, в металле, в сварочном оборудовании.
Создайте Ваш сайт учителя Видеоуроки Олимпиады Вебинары для учителей
Конкурс проектов "Навстречу профессии" "Физика в сварочном производстве"
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Конкурс проектов "Навстречу профессии" "Физика в сварочном производстве"»
ГАПОУ СО «Балаковский промышленно-транспортный техникум им. Н.В. Грибанова»
Творческая работа
«Физические процессы в моей будущей специальности»
Выполнили: Белимов А., Мячин С.
Студенты группы СП - 103
Руководитель: Рыжакова О.П.,
преподаватель физики
Волну встречают грудью корабли,
Гудят мосты под ветрами натружено,
Уходят в космос спутники земли …
И всюду, СВАРЩИК, есть твой труд!
Гордишься ты профессией своей
И, если надо, не считаясь с отдыхом,
Творишь ты мир и счастье для людей
Горячим сердцем, Сварки жарким пламенем!

Сварка применяется для изготовления самых различных изделий на земле, в космосе и под водой
1984

Сварка является технологическим процессом, широко применяемым практически во всех отраслях народного хозяйства
Актуальность
Тема нашей творческой работы напрямую связана с профессиональной направленностью обучения по специальности "Сварочное производство", которую мы получаем, обучаясь на первом курсе в нашем техникуме, и пригодится мне в будущей трудовой деятельности на производстве.
Объект исследования :
поэтапный анализ технологии сварочного процесса в металлах, повышающий физическую грамотность студентов.
Проблема :
выяснить какие физические явления происходят и какие физические законы выполняются при сварочном процессе в электрической дуге, в металле, в сварочном оборудовании.
Задачи исследования : обучение физике должно служить общим целям образования и воспитания личности, вооружать студентов знаниями, необходимыми для их будущей профессиональной деятельности, так как в нынешних условиях рыночной экономики возникла объективная потребность в подготовке квалифицированных, конкурентоспособных специалистов.
Методы исследования :
теоретический - самостоятельно ознакомиться с информацией в Интернете и литературе по выбранной теме; систематизировать и обобщить знания, работа с несколькими источниками, сравнение изложения одних и тех же вопросов в различных источниках; практический - подготовка творческих работ, т.е. кроссвордов и ребусов, создание презентации.
ОСНОВОПОЛОЖНИКИ СВАРКИ
ПЕТРОВ ВАСИЛИЙ ВЛАДИМИРОВИЧ (1761 — 1834) — известный русский учёный, профессор, академик Петербургской АН с 1809 года; член-корреспондент с 1802 года, открыл и наблюдал дуговой разряд от построенного им мощного «вольтового столба».
БЕНАРДОС, НИКОЛАЙ НИКОЛАЕВИЧ
СЛАВЯНОВ НИКОЛАЙ ГАВРИЛОВИЧ (1854 – 1897), русский электротехник, один из создателей дуговой электросварки. разработал способ дуговой сварки металлическим электродом с защитой сварочной зоны слоем порошкообразного вещества, то есть флюса, и первый в мире механизм для полуавтоматической подачи электронного прутка в зону сварки
(1842 — 1905) — русский изобретатель, создатель электрической дуговой сварки. Учился в Киев. ун-те и Петровской земледельч. и лесной акад. в Москве. В 1882 Б. предложил изобретенный им "способ соединения и разъединения металлов непосредственным действием электрического тока" (названный им "электрогефест"). Свой способ сварки металлов запатентовал в России в 1885 [привилегия № 11 982 (3 622), выдана в 1886]. Им были также получены патенты на этот способ во Франции, Великобритании, Германии, Италии, Бельгии, США, Швеции, Норвегии, Дании, Испании, Швейцарии, Австро-Венгрии.
Плавление металла
Горение сварочной дуги
ПРОЦЕСС СВАРКИ
МЕТАЛЛОВ
Деформация и напряжения
Кристаллизация металла
Изменение химического состава
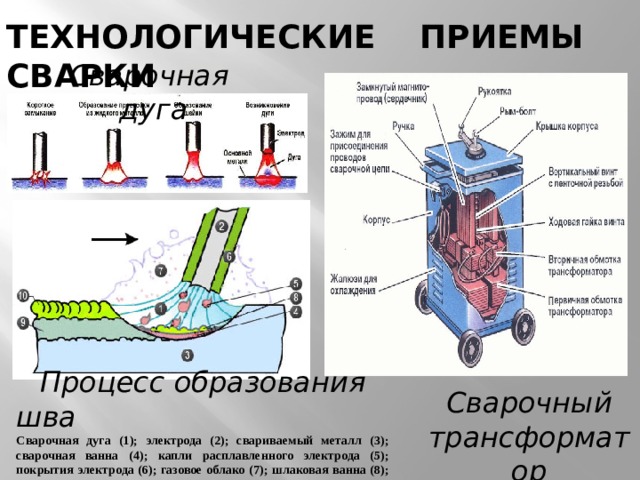
ТЕХНОЛОГИЧЕСКИЕ ПРИЕМЫ СВАРКИ
Сварочная дуга
Процесс образования шва
Сварочная дуга (1); электрода (2); свариваемый металл (3); сварочная ванна (4); капли расплавленного электрода (5); покрытия электрода (6); газовое облако (7); шлаковая ванна (8); сварочный шов (9); шлаковая корка (10)
Сварочный трансформатор
ФИЗИКО – ХИМИЧЕСКИЕ ПРОЦЕССЫ
ФИЗИЧЕСКИЕ ПРОЦЕССЫ
ХИМИЧЕСКИЕ ПРОЦЕССЫ
- изменяются свойства основного металла, в результате чего получаются новые соединения, имеющие отличные свойства.
- химические реакции, возникающие в газовой и жидкой фазах и на их границах;
- образование оксидов, шлаков и других соединений, отличающихся своими химическими свойствами от основного металла.
- - прохождение электрического тока и тепловые колебания кристаллической решетки;
- - переход основного и электродного вещества из твердого состояния в жидкое (плавление), перемешивание их между собой, кристаллизация металла в зоне сварочной ванны;
- - напряжения и деформации, возникающие в кристаллической решетке сварочного шва и прилегающей к нему зоны основного металла.
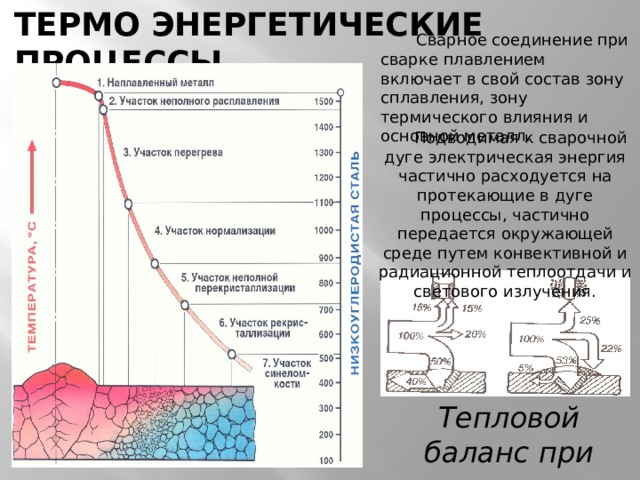
ТЕРМО ЭНЕРГЕТИЧЕСКИЕ ПРОЦЕССЫ
Сварное соединение при сварке плавлением включает в свой состав зону сплавления, зону термического влияния и основной металл.
Подводимая к сварочной дуге электрическая энергия частично расходуется на протекающие в дуге процессы, частично передается окружающей среде путем конвективной и радиационной теплоотдачи и светового излучения.
Тепловой баланс при сварке

ФИЗИЧЕСКИЕ ПРОЦЕССЫ И
ЯВЛЕНИЯ В СВАРОЧНОЙ ДУГЕ
Сопоставление сварочных процессов
и курса школьной физики
Момент зажигания электрической дуги, прикосновение электрода к изделию.
Ток короткого замыкания происходит на очень малом сопротивлении. Оно сопровождается большим увеличением силы тока в короткозамкнутой цепи, большим увеличением ЭДС источника тока, возникновением электрической дуги в местах замыкания, большим электромагнитным эффектом.
Электрическая дуга
Процесс протекания электрического тока через газ называют газовым разрядом, электрический устойчивый в ионизированной смеси паров материалов и газов
Источник тепла – электрическая дуга
Превращает энергии электрического тока в тепло. Количество теплоты, выделяемое электрическим током определяется по закону Джоуля – Ленца Q=I²RtΔ
Носители электрического заряда в дуге
В обычных условиях газ - это диэлектрик, т.е. он состоит из нейтральных атомов и молекул и не содержит свободных носителей электрического тока. Газ - проводник - это ионизированный газ. Ионизированный газ обладает электронно-ионной проводимостью.
Излучение испускаемое при горении дуги
Ультрафиолетовое - не видимое глазом электромагнитное излучение, занимающее спектральную область между видимым и рентгеновским излучением в пределах длин волн λ от 400 до 10нм.

ФИЗИЧЕСКИЕ ПРОЦЕССЫ В МЕТАЛЛЕ СВАРОЧНОЙ ВАННЫ
1 - сварочная ванна; 2 - сварной шов; г - головная часть ванны; х - хвостовая часть ванны;
где В — ширина сварочной ванны, L — длина сварочной ванны, Н — глубина сварочной ванны, Vсв — скорость сварки, S — толщина свариваемого металла, К — коэффициент, зависящий от рода тока, полярности, диаметра электрода, степени сжатия дуги
Температурное поле в массивной стальной пластине при наплавке валика ручной дуговой сваркой
(Iсв = 160-180 A, Vсв = 0,1 см/с )
1 - валик; 2 - изотермы; 3 - кривая максимальных температур; 4 - точка горения дуги
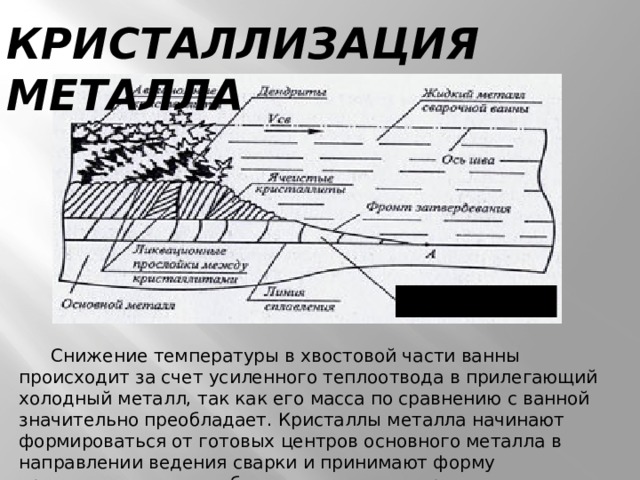
КРИСТАЛЛИЗАЦИЯ МЕТАЛЛА
Гладкий рост
кристаллов
Снижение температуры в хвостовой части ванны происходит за счет усиленного теплоотвода в прилегающий холодный металл, так как его масса по сравнению с ванной значительно преобладает. Кристаллы металла начинают формироваться от готовых центров основного металла в направлении ведения сварки и принимают форму кристаллических столбов, вытянутых в сторону, противоположную теплоотводу.
Сопоставление сварочных процессов
и курса школьной физики
Распространение тепла в металле
Теплопроводность - способность материальных тел к переносу энергии (теплообмену) от более нагретых частей тела к менее нагретым телам, осуществляемому хаотически движущимися частицами тела (атомами, молекулами, электронами и т. п.).
Перемещение металла в сварочной ванне
Конвекция перенос массы в результате перемещения сплошной среды. При процессе конвекции внутренняя энергия перемещается самими струями газа или жидкости.
Появление капли расплавленного электрода
Сила поверхностного натяжения - это сила, действующая на единицу длины линии, которая ограничивает поверхность жидкости. Энергетическое (термодинамическое) определение: поверхностное натяжение — это удельная работа увеличения поверхности при её растяжении при условии постоянства температуры.
Переходные состояния металла в сварочной ванне
Переход из твердого в жидкое(плавление), дальше в газообразное(испарение) и обратно конденсация, кристаллизация.
Перемешивание основного и присадочного материала в ванне
Диффузия — процесс взаимного проникновения молекул или атомов одного вещества между молекулами или атомами другого, приводящий к самопроизвольному выравниванию их концентраций по всему занимаемому объёму.

ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
В КОНСТРУКЦИЯХ ПРИ СВАРКЕ
ПРИЧИНЫ ДЕФОРМАЦИИ ДЕТАЛЕЙ ПРИ СВАРКЕ
- Неравномерный нагрев
- Линейная усадка расплавленного металла
- Изменение в структуре металла
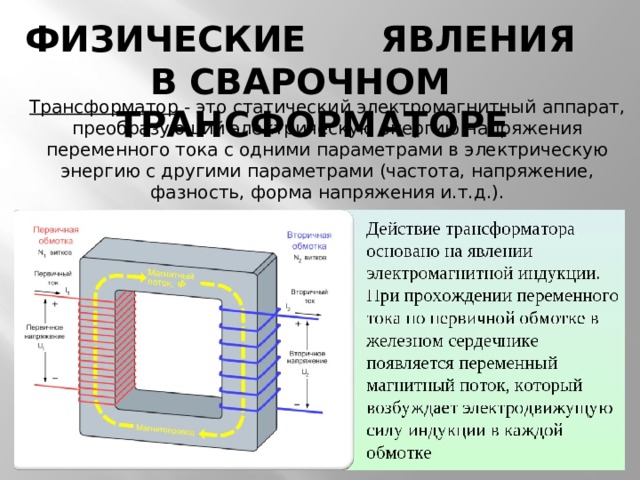
ФИЗИЧЕСКИЕ ЯВЛЕНИЯ В СВАРОЧНОМ ТРАНСФОРМАТОРЕ
Трансформатор - это статический электромагнитный аппарат, преобразующий электрическую энергию напряжения переменного тока с одними параметрами в электрическую энергию с другими параметрами (частота, напряжение, фазность, форма напряжения и.т.д.).
Сопоставление сварочных процессов
и курса школьной физики
Принцип действия сварочного трансформатора основан на явлении электромагнитной индукции.
явление возникновения индукционного тока в замкнутом контуре при изменении магнитного потока, проходящего через него. Закон электромагнитной индукции ε=ΔФ/Δt.
Температурные поля при сварке вызывают деформацию конструкции
Деформация - это изменение формы и размеров тела под действием внешних либо внутренних сил. усадочные явления и интенсивное развитие деформаций.
Прохождение электрического тока по проводам
Подчиняется закону Ома I=U/R. Сила тока пропорциональна напряжению и обратно пропорциональна сопротивлению.
Отклонение дуги от оси электрода
Это явление вызывается действием электромагнитных сил, возникающих при прохождении тока по элементам сварочной цепи. В магнитном поле на дуговой разряд действует сила Ампера. F=BIΔℓsinα
Технологическими параметрами режима сварки являются сила сварочного тока, напряжение и скорость процесса.
Сила тока согласуется с толщиной свариваемых деталей и выбирается в зависимости от типа и толщины электрода. Обычно она не превышает 150…250 А. Рабочее напряжение при установившейся дуге обычно не превышает 18…25 В, хотя для зажигания дуги требуется напряжение 45…50 В.
Тепловой баланс при сварке
Подводимая к сварочной дуге электрическая энергия частично расходуется на протекающие в дуге процессы, частично передается окружающей среде путем конвективной и радиационной теплоотдачи и светового излучения
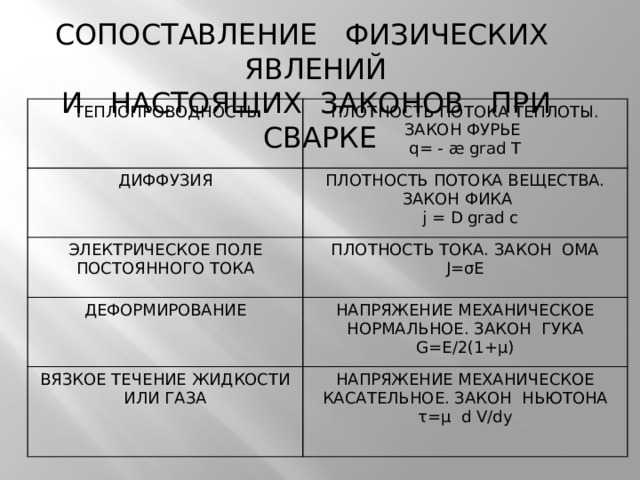
СОПОСТАВЛЕНИЕ ФИЗИЧЕСКИХ ЯВЛЕНИЙ
И НАСТОЯЩИХ ЗАКОНОВ ПРИ СВАРКЕ
ТЕПЛОПРОВОДНОСТЬ
ПЛОТНОСТЬ ПОТОКА ТЕПЛОТЫ. ЗАКОН ФУРЬЕ
ДИФФУЗИЯ
q= - æ grad T
ПЛОТНОСТЬ ПОТОКА ВЕЩЕСТВА. ЗАКОН ФИКА
ЭЛЕКТРИЧЕСКОЕ ПОЛЕ ПОСТОЯННОГО ТОКА
ДЕФОРМИРОВАНИЕ
ПЛОТНОСТЬ ТОКА. ЗАКОН ОМА
j = D grad c
J=σE
НАПРЯЖЕНИЕ МЕХАНИЧЕСКОЕ НОРМАЛЬНОЕ. ЗАКОН ГУКА
ВЯЗКОЕ ТЕЧЕНИЕ ЖИДКОСТИ ИЛИ ГАЗА
G=E/2(1+μ)
НАПРЯЖЕНИЕ МЕХАНИЧЕСКОЕ КАСАТЕЛЬНОЕ. ЗАКОН НЬЮТОНА
τ=μ d V/dy

РЕШЕНИЕ В ГРУППАХ ФИЗИЧЕСКИХ РЕБУСОВ
8
«А НУ – КА ОТГАДАЙКА»
1
5
9
6
2
3
7
М=К=Н
4
10
14
11
15
12
16
13
17
18

« Я НЕ ВОЛШЕБНИК, Я ТОЛЬКО УЧУСЬ»
ДЛЯ СТУДЕНТОВ ГР. 104, 204, СП-103
ПО ВЕРТИКАЛИ:
1. Источник энергии при дуговой сварке.
2. Величина ничтожно малая при коротком замыкании в момент зажигания дуги.
3. Какие силы вызывают магнитное дутье сварочного шва?
4. Процесс перемещения расплавленного металла в сварочной ванне.
5. Процесс перехода твердого металла в жидкое состояние.
6. Процесс появления электронов проводимости с раскаленного электрода.
7. Какой закон определяющий прохождение тока по сварочной цепи?
8. Эта величина определяется по закону Джоуля – Ленца.
9. Что собой представляет электрическая дуга?
10. Огромное повышение этой величины вызывает плавление металла .
11.Какой поток образуется в сердечнике трансформатора при его работе?
12. Процесс перемешивания основного и присадочного металла в сварочной ванне.
ПО ГОРИЗОНТАЛИ:
1. Закон преобразования энергии при тепловом балансе сварочной дуги.
2. Процесс перехода жидкого металла в твердое состояние.
3. Какое излучение испускается при горении электрической дуги?
4. Величина, необходимая для создания дуги между металлом и электродом.
5. Закон определяющий связь между действующей силой и деформацией, возникающих под ее действием.
6. Явление объединения отрицательных электронов и положительных ионов в нейтральные атомы в электрической дуге.
7. Одна из частиц осуществляющая перенос электрического заряда в дуге.
8. Процесс изменение формы и размеров тела под действием температурного поля при сварке.
9. Образование в сварочной дуге положительно заряженных ионов.
10. Под действием этой силы происходит отклонение дуги от оси электрода..
11 . Специальные устройство обеспечивающие питание сварочной дуги и регулирование сварочного тока.
12. Сила которая действует на заряженные капли раскаленного металла в сварочной ванне.
Практическая значимость
нашей работы заключается в том, что сварщик должен понимать физическую сущность сварки, технологические приемы сварки, причины возникновения сварочных напряжений и деформаций, знать методы их предупреждения, знать основные виды контроля качества сварных швов, правила техники безопасности при работе на практике. Применять знания, полученные при изучении физики для объяснения процессов с которыми обучающиеся встречаются в практической деятельности, согласно действующему в настоящее время общеобразовательному стандарту.
Славные парни в брезентовых робах, Сила, богатство и гордость страны, Опыт и ум, мастерство высшей пробы, Сварщиков руки повсюду нужны.


МОЯ СПЕЦИАЛЬНОСТЬ – СВАРЩИК
НАДЕЖНОСТЬ И
ЭКОНОМИЧНОСТЬ
ЗНАЧИМОСТЬ
МАССОВОСТЬ
БЫСТРОТА И УНИВЕРСАЛЬНОСТЬ
ВОСТРЕБОВАННОСТЬ
УНИКАЛЬНОСТЬ
ЦЕЛЬ В БУДУЩЕМ
АРГОНЩИК – довольно молодая специальность в сварочной профессии. Аргоновая сварка это самый универсальный способ сварки, и технологически имеет ряд преимуществ, как перед газовой, так и перед электрической сваркой. Сварка аргоном позволяет сохранять эстетически удовлетворительный внешний вид свариваемых деталей. Кроме этого, сварка аргоном применяется при сварке деталей из алюминия, титана или меди. Кроме того, сварка аргоном позволяет варить детали без искр, которые присущи другим видам сварки. И ЕЩЁ…
А ЗАВТРА….

С
П
А
С
И
Б
О
ЗА ВНИМАНИЕ
ЛИТЕРАТУРА
1. Абанкина Д. М. Сборник задач по физике для металлообрабатывающих профессий. М.: Высшая школа, 1990.
2. Геворкян В. Г. Основы сварочного дела. М.:Высшая школа, 1991.
3. Демкович В. П., Сборник задач по физике для ПТУ. М.: Просвещение,1992.
4. Кабардин О. Ф., Факультативный курс физики. М: Просвещение, 1974.
5. Ландсберг Г. С., Элементарный учебник физики, 3 т. Просвещение,1990.
6.Мякишев Г. Я. и др. Физика 10 – 11 кл. М.: Дрофа, 2006.
6 Стеклов О. И Основы сварочного производства. М.: Высшая школа, 1991.
8. Соколов И. И., Газовая сварка и резка металлов. М.: Высшая школа, 1992 .
9. Ченобытов А. М., Марон А. Е., Сборник задач и упражнений по физике для энергетических профессий. М.: Высшая школа,1990.
10. Чижова Т. А. Физика для технических колледжей. Учебное пособие. Ростов на Дону, «Феникс», 2001.
11. Энциклопедический словарь юного техника.
12.Коган Л. М., Пинский А. А., Задачи по физике с профессиональной направленностью. Всесоюзный научно – методический центр, . Москва 1992
13. Программно-методические материалы. Физика 7-11 класс. Дрофа, М. 2001 .
14. Квашенков В.М., Букина Л.И. Развитие сварочного производства. // Тяжелое машиностроение – №9, 2009.
15. Механическое сварочное оборудование /Олейник А.И., Когут Я.И. и др. М.: НИИМАШ, 1994.
16. Теоретические основы сварки. – М.: В. ш., 1990.
17. Теория сварочных процессов: Учебник для вузов/под ред. Фролова В.В. ‑ М., 2007.
http://www.svarkainfo.ru/rus/lib/book/fisosnovy/
http://build.novosibdom.ru/node/267
http://www.newreferat.com/ref-26049-1.html








Полезное для учителя




Распродажа видеоуроков!

1810 руб.
2780 руб.

1700 руб.
2620 руб.

1810 руб.
2780 руб.

1630 руб.
2510 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Проверка свидетельства