Лекция содержит материал об обслуживании сварочного оборудования, разновидности применяемого сварочного оборудования, его устройстве и назначении
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Виды сварочного оборудования
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Виды сварочного оборудования»
Виды сварочного оборудования
Обслуживание сварочного оборудования
Сварка – один из наиболее эффективных способов соединения металлов, важность которого сложно переоценить. Сварку используют не только на металлургических предприятиях, все чаще она необходима также в различных сферах деятельности человека, в таких, как например, строительство или ремонт.
Для осуществления качественной работы на различных производствах требуется качественное сварочное оборудование и материалы для сварки. Оно подразумевает под собой определенное сочетание специальных механизмов с устройствами и приборами.
Виды сварочного оборудования:
1 трансформаторы;
2 выпрямители;
3 инверторы;
4 установки аргонодуговые;
5 аппараты аргонодуговой сварки;
6 аппараты для контактной сварки;
7 аппараты для плазменной сварки;
8 аппараты автоматической сварки.
Залог надёжности и долговечности оборудования для проведения сварочных работ – его регулярное обслуживание. Для своевременного устранения недочётов и неполадок необходимо выполнять контрольно-профилактические работы и разные виды ремонта.
Для разных типов сварочных устройств действуют свои нормы, но есть и общие правила техобслуживания. В соответствии с ними нужно делать следующее:
1 проводить внешний визуальный осмотр аппарата;
2 проверять заземление источника питания;
3 замерять величины сопротивления изоляции;
4 выполнять контрольное включение в режиме холостого хода на 5 минут и более;
5 контролировать исправность цепей защитного заземления;
6 производить испытания повышенным напряжением;
7 тщательно удалять пыль и грязь;
8 проверять надёжность винтовых соединений;
9 смазывать тугоплавкой смазкой все трущиеся части и др.
Проводить периодические проверки необходимо во время ввода аппарата в эксплуатацию после долгого хранения и в случае обнаружения явных следов повреждения, но не реже одного раза в 6 месяцев. Специалисты, которые осуществляют проверку, должны делать соответствующие записи в журнал установленной формы.
2. Сварочные трансформаторы. Устройство, назначение
Сварочный трансформатор — это устройство, предназначенное для понижения напряжения и регулирования сварочного тока.
В состав даже самого простого сварочного трансформатора входят:
1 первичная обмотка (выполняется из изолированного провода);
2 вторичная обмотка (очень часто для лучшей теплоотдачи выполняется неизолированной);
3 магнитопровод;
4 вертикальный винт крепления;
5 крепление к обмотке и гайка винта;
6 зажимы для фиксации проводов;
7 рукоятка зажима винта;
8 металлический корпус.
Алгоритм работы оборудования включает несколько основных этапов:
1. Из сети энергоснабжения ток подается на первичную обмотку. В результате этого генерируется магнитный поток, замыкающийся на сердечнике устройства.
2. Далее напряжение поступает на вторичную обмотку.
3. Изготовленный из ферромагнитных материалов сердечник, на котором располагаются обе обмотки – первичная и вторичная, генерирует магнитное поле.
4. По количеству витков катушки, точнее их разницы, изменяются напряжение и сила тока. По данным параметрам и рассчитывается трансформатор.
Устройство сварочного трансформатора показано на рисунке 1.

Рисунок 1
Для любого сварочного аппарата необходим магнитопровод. Он никак не влияет на параметры тока, но без сердечника невозможно образовать магнитное поле.
Агрегаты для сварки можно классифицировать следующими способами:
1 по фазности: однофазные, трехфазные;
2 по конструкции: с регулировкой напряжения переключением обмоток, посредством дросселя насыщения или посредством магнитного рассеяния;
3 по количеству обслуживаемых мест.
3. Сварочные выпрямители. Устройство, назначение
Выпрямитель предназначен для преобразования переменного тока в постоянный. Это позволяет лучше формировать швы, уменьшает разбрызгивание жидкого металла, и дает более прочное соединение. Сварочный выпрямитель — это аппарат, состоящий из нескольких блоков, в которых входящее напряжение понижается (V), и преобразовывается. В результате, на выходе получается постоянный ток достаточной силы, чтобы производить сварку стали и цветных металлов.
Устройство сварочного выпрямителя включает в себя несколько блоков, обеспечивающих выполнение рабочего процесса. Основные элементы агрегата следующие:
1 понижающий трансформатор;
2 диоды;
3 охлаждающий модуль;
4 измерительные приборы;
5 регуляторы тока.
Принцип работы выпрямителя заключается в подаче перемененного тока на первичную обмотку понижающего трансформатора. За счет электромагнитной индукции на вторичной обмотке создается поток напряжения с уменьшенным значением V, и возросшей силой тока А.
Выпрямители для сварки имеют несколько разновидностей по типу подключения диодов и параметрам входящего напряжения их можно разделить на:
1 однофазные (с однополупериодной конструкцией, полумостовой и полномостовой);
2 двухфазные (с последовательным и параллельным подключением мостов);
3 трехфазные (с количеством от 6 до 12 диодов в параллельных и последовательных схемах).
Из часто встречающихся на производстве выпрямителей применяют трехфазные модели, позволяющие работать с металлами разной толщины, и выполнять не только сварку, но и резку материалов.
Устройство сварочного выпрямителя показано на рисунке 2.
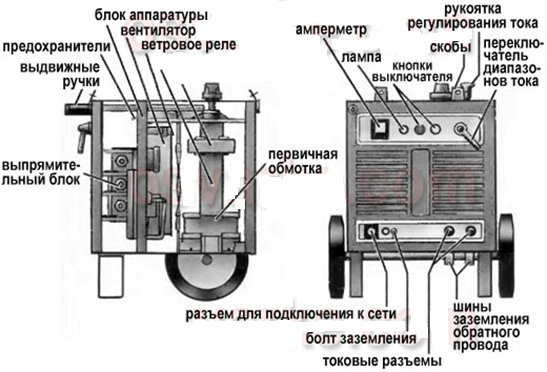
Рисунок 2.
4 . Оборудование для автоматической сварки. Устройство, назначение
Автоматическая сварка под флюсом – дуговая сварка проволокой (проволочным электродом) под слоем флюса с механизированными операциями подачи проволоки и перемещения дуги вдоль линии шва. В процессе сварки применяются два вида автоматического оборудования: подвесные (неподвижные и самоходные) головки и сварочные тракторы. Они производят следующие операции: возбуждение дуги, непрерывную подачу в зону дуги электродной проволоки флюса в процессе сварки, перемещение сварочной дуги вдоль свариваемого шва, гашение дуги в конце сварки.
Чтобы процесс сварки протекал устойчиво, а длина дуги сохранялась постоянной, применяют автоматы, сконструированные по двум основным принципам: автоматы с переменной скоростью подачи электронной проволоки, зависящей от изменения дугового промежутка, и автоматы с постоянной скоростью подачи электронной проволоки. Более широкое применение получили автоматы с постоянной скоростью подачи электродной проволоки.
Автоматические головки АБС состоят из трех узлов (рис. 3). Первый узел – сварочная головка – включает электродвигатель, механизм подачи проволоки с правильным механизмом, токоподводящий мундштук, корректировочный механизм для направления головки по шву и трехкнопочный пульт управления. Набор сменных шестерен механизма подачи позволяет изменять скорость подачи электродной проволоки в пределах от 28,5 до 225 м/ч.
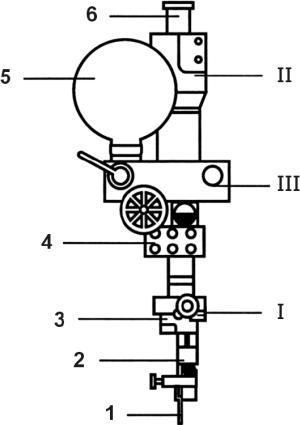
Рис. 3. Сварочный аппарат типа АБС: I узел: 1 – мундштук; 2 – правильное устройство; 3 – подающий механизм; 4 – пульт управления; II узел: 5 – катушка; 6 – флюсоаппарат; III узел – самоходная тележка
Второй узел – подвесной механизм – состоит из подъемного механизма для подвески и вертикального подъема сварочной головки, флюсоаппарата для подачи флюса в зону дуги и отсасывания неиспользованного флюса обратно в бункер и кассеты с электродной проволокой.
Третий узел представляет собой самоходную тележку, состоящую из электродвигателя, от которого движение через фрикционное устройство, червячные передачи и одну сменную пару шестерен передается ведущим бегунам тележки. Сменные шестерни позволяют изменять скорость перемещения тележки, то есть скорость сварки, в пределах 13,5–112 м/ч.
Головка АБС предназначена для сварки стыковых, угловых и нахлесточных швов. При этом узлы, входящие в головку АБС, позволяют использовать ее как подвесную неподвижную и как самоходную.
Сварочный трактор является более эффективным и маневренным сварочным аппаратом. Он представляет собой автоматическую головку, установленную на самоходной тележке, которая перемещается с помощью электродвигателя по свариваемому изделию или по направляющему рельсовому пути вдоль свариваемого шва. Трактор ТС–17М (рис. 4) применяется при изготовлении и монтаже различных строительных конструкций (ферм, мачт, балок), при сварке под флюсом наружных и внутренних кольцевых швов, при сварке труб и резервуаров диаметром более 800 мм. Им можно производить сварку всех видов швов в нижнем положении.
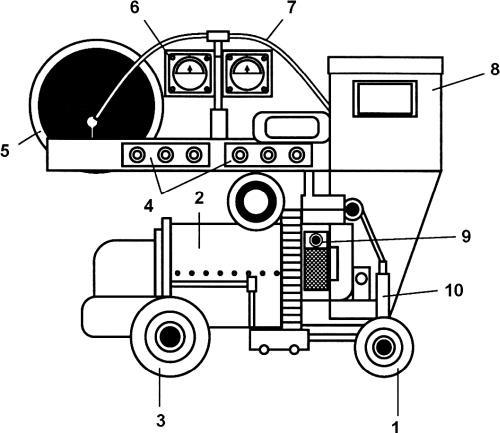
Рис. 4. Сварочный трактор ТС–17М:
1 – направляющие колеса; 2 – электродвигатель для подачи электродной проволоки и передвижения трактора; 3 – ведущие колеса; 4 – пульт с кнопками управления; 5 – кассета с электродной проволокой; 6 – электроизмерительные приборы; 7 – электродная проволока; 8 – бункер для флюса; 9 – механизм подачи проволоки; 10 – мундштук.







Похожие файлы
Полезное для учителя


Распродажа видеоуроков!

1780 руб.
2220 руб.

1780 руб.
2220 руб.

2020 руб.
2530 руб.

1900 руб.
2380 руб.
Курсы ПК и ППК для учителей!

1000 руб.
4000 руб.

1000 руб.
4000 руб.

1000 руб.
4000 руб.

3450 руб.
13800 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Ваш личный кабинет
Проверка свидетельства