Прокатное производство получение путём прокатки (См. Прокатка) из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных странах прокатке подвергается больше 4/5 выплавляемой стали. П. п. обычно организуется на металлургических заводах ( р ежена машиностроительных); как правило, особенно в чёрной металлургии, является завершающим цикла производства (см. Металлургия; о П. п. как отрасли металлургической промышленности см. в
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Презентация на тему : "Прокатные производства, прессование волочения." для студентов НПО и СПО
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Презентация на тему : "Прокатные производства, прессование волочения." для студентов НПО и СПО»
Прокатные производства, прессование волочения.
Прокатное производство получение путём прокатки (См. Прокатка ) из стали и других металлов различных изделий и полуфабрикатов, а также дополнительная обработка их с целью повышения качества (термическая обработка, травление, нанесение покрытий). В промышленных странах прокатке подвергается больше 4 / 5 выплавляемой стали. П. п. обычно организуется на металлургических заводах ( р ежена машиностроительных); как правило, особенно в чёрной металлургии, является завершающим цикла производства (см. Металлургия ; о П. п. как отрасли металлургической промышленности см. в
- К основным видам проката относятся: полупродукт, или заготовка, листовой и сортовой прокат, катаные трубы, заготовки деталей машин (особые виды проката) — колёса, кольца, оси, свёрла, шары, сечения и др. Перечень прокатываемых изделий с указанием размеров называемым сортаментом проката (См. Сортамент проката ), большая часть которого в СССР стандартизована. Основное количество проката изготовляется из низкоуглеродистой стали, некоторая часть — из легированной стали и стали с повышенным (больше 0,4%) содержанием углерода. Прокат цветных металлов производится главным образом в виде листов, ленты и проволоки; трубы и сортовые профили из цветных преимущественно прессованием (см. Прессование металлов ).
Прокатка стали.
- производство стального проката на современном металлургическом заводе осуществляется двумя способами. При первом исходным материалом служат слитки (отлитые в изложницы),которые перерабатываются в готовый прокат обычно в 2 стадии. Сначала слитки нагревают и обжимных станах (См. Обжимной стан ) в заготовку. После осмотра заготовки и удаления поверхностных дефектов (закатов, трещин и т.п.) производят повторный нагрев и прокатку готовой продукции станах. Размеры и форма сечения заготовки зависят от её назначения: для прокатки листового и полосового металла применяют заготовки прямоугольного сечения шириной 400—2500 мм и толщиной 75—600 мм, называемые Сляб ами; для сортового металла — заготовки квадратного сечения размером примерно от 60×60 см до 400×400 мм , а для цельнокатаных труб — круглого сечения диаметром80—350 мм .
Прокатка цветных металлов.
- Наибольшее применение получила прокатка листов, ленты, фольги и проволоки из алюминия, меди, магния, цинка и их сплавов.
- В технологический процесс прокатки листов из алюминиевых плоских непрерывно-литых слитков массой 0,5—5 т с обжатие 10% для выравнивания их поверхности; правка на роликовых правильных машинах; фрезерование для получения чистой и гладкой поверхности; накладывание с обеих сторон слитка алюминиевых листов; горячая прокатка с Плакирование м до толщины 4—12 мм с последующим свёртыванием в рулоны; Отжиг и холодная прокатка. После холодной прокатки рулоны разматываются и режутся на листы, которые затем закаливают, травят, прокатывают вторично в холодном состоянии или получения разрезают и упаковывают.
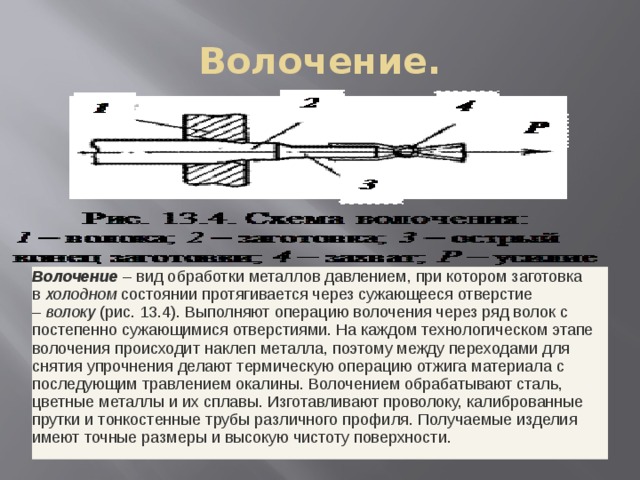
Волочение.
Волочение – вид обработки металлов давлением, при котором заготовка в холодном состоянии протягивается через сужающееся отверстие – волоку (рис. 13.4). Выполняют операцию волочения через ряд волок с постепенно сужающимися отверстиями. На каждом технологическом этапе волочения происходит наклеп металла, поэтому между переходами для снятия упрочнения делают термическую операцию отжига материала с последующим травлением окалины. Волочением обрабатывают сталь, цветные металлы и их сплавы. Изготавливают проволоку, калиброванные прутки и тонкостенные трубы различного профиля. Получаемые изделия имеют точные размеры и высокую чистоту поверхности.
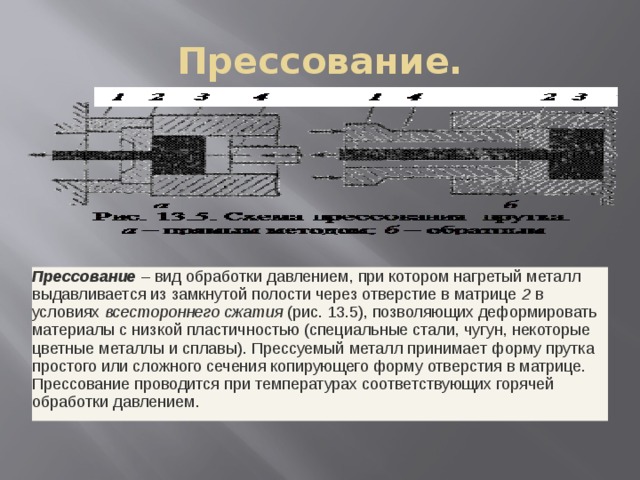
Прессование.
Прессование – вид обработки давлением, при котором нагретый металл выдавливается из замкнутой полости через отверстие в матрице 2 в условиях всестороннего сжатия (рис. 13.5), позволяющих деформировать материалы с низкой пластичностью (специальные стали, чугун, некоторые цветные металлы и сплавы). Прессуемый металл принимает форму прутка простого или сложного сечения копирующего форму отверстия в матрице. Прессование проводится при температурах соответствующих горячей обработки давлением.
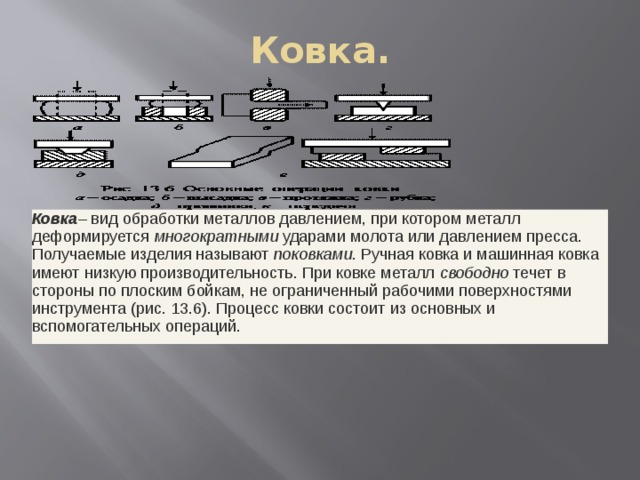
Ковка.
Ковка – вид обработки металлов давлением, при котором металл деформируется многократными ударами молота или давлением пресса. Получаемые изделия называют поковками . Ручная ковка и машинная ковка имеют низкую производительность. При ковке металл свободно течет в стороны по плоским бойкам, не ограниченный рабочими поверхностями инструмента (рис. 13.6). Процесс ковки состоит из основных и вспомогательных операций.
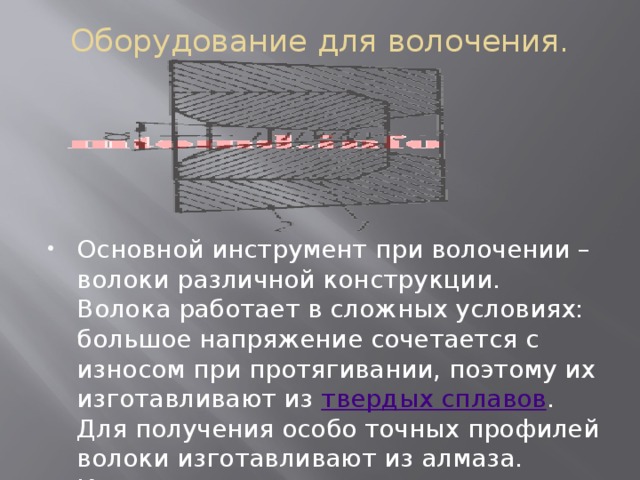
Оборудование для волочения.
- Основной инструмент при волочении – волоки различной конструкции. Волока работает в сложных условиях: большое напряжение сочетается с износом при протягивании, поэтому их изготавливают из твердых сплавов . Для получения особо точных профилей волоки изготавливают из алмаза. Конструкция инструмента представлена на рисунке 2.
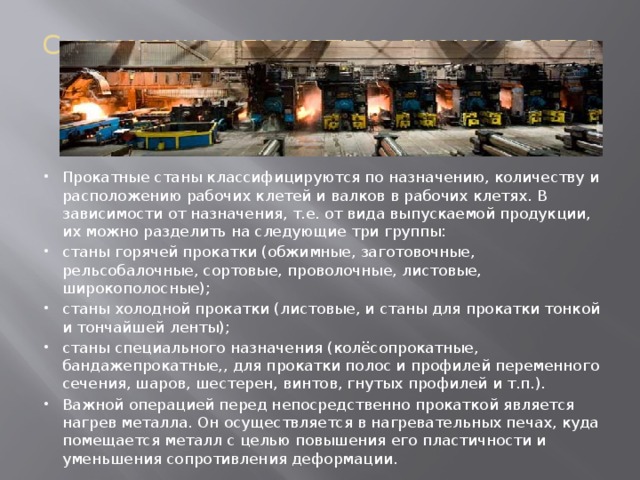
Современное прокатное производство
- Прокатные станы классифицируются по назначению, количеству и расположению рабочих клетей и валков в рабочих клетях. В зависимости от назначения, т.е. от вида выпускаемой продукции, их можно разделить на следующие три группы:
- станы горячей прокатки (обжимные, заготовочные, рельсобалочные, сортовые, проволочные, листовые, широкополосные);
- станы холодной прокатки (листовые, и станы для прокатки тонкой и тончайшей ленты);
- станы специального назначения (колёсопрокатные, бандажепрокатные,, для прокатки полос и профилей переменного сечения, шаров, шестерен, винтов, гнутых профилей и т.п.).
- Важной операцией перед непосредственно прокаткой является нагрев металла. Он осуществляется в нагревательных печах, куда помещается металл с целью повышения его пластичности и уменьшения сопротивления деформации.
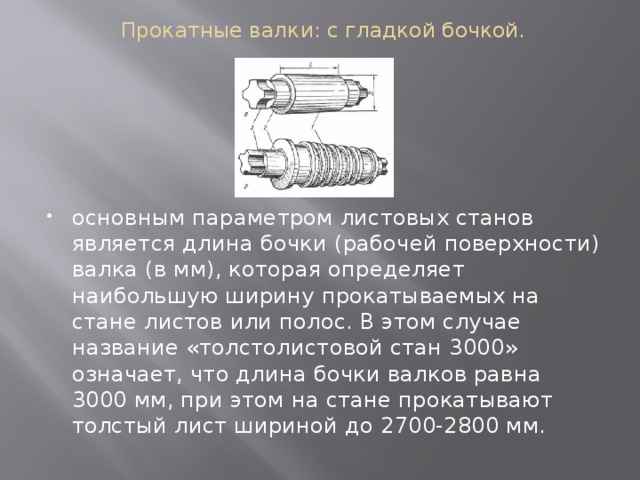
Прокатные валки: с гладкой бочкой.
- основным параметром листовых станов является длина бочки (рабочей поверхности) валка (в мм), которая определяет наибольшую ширину прокатываемых на стане листов или полос. В этом случае название «толстолистовой стан 3000» означает, что длина бочки валков равна 3000 мм, при этом на стане прокатывают толстый лист шириной до 2700-2800 мм.








Полезное для учителя


Распродажа видеоуроков!

1570 руб.
1960 руб.

1700 руб.
2130 руб.
1690 руб.
2110 руб.

1900 руб.
2380 руб.
Курсы ПК и ППК для учителей!

1000 руб.
4000 руб.

1000 руб.
4000 руб.

1000 руб.
4000 руб.

1000 руб.
4000 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Ваш личный кабинет
Проверка свидетельства