МЕТОДИЧЕСКАЯ РАЗРАБОТКА ПРЕДНАЗНАЧЕНА ДЛЯ ВЫПОЛНЕНИЯ РАСЧЕТА ГЛАДКИХ КАЛИБРОВ
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Преподаватель профессионального цикла
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Преподаватель профессионального цикла»
Министерство образования и науки РД
ГПОБУ «Республиканский инженерный колледж имени С. Орджоникидзе»
ДОПУСКИ, ПОСАДКИ И ТЕХНИЧЕСКИЕ ИЗМЕРЕНИЯ
МЕТОДИЧЕСКИЕ УКАЗАНИЯ И ЗАДАНИЯ
ПО ВЫПОЛНЕНИЮ ДОМАШНЕЙ РАБОТЫ
для студентов специальности 15.02.08 «Технология машиностроения»
Каспийск 2015 г.
Методические указания составлены Утверждаю
в соответствии с рабочей программой Зам. директора по УМР
дисциплины «Допуски, посадки и
технические измерения» _______ Гаджиева Д.С.
по специальности
15.02.08 «Технология машиностроения»
Протокол №__ от ________20___ г.
Председатель ЦК
Гасаналиев И.М.______________
Составитель: Хабибулаева К.Т. – преподаватель ГПОБУ «Республиканский инженерный колледж имени С. Орджоникидзе»
ВВЕДЕНИЕ
Цель методических указаний – оказание помощи обучающимся в организации самостоятельной работы по выполнению домашней работа по теме «Расчет гладких калибров», предусмотренной рабочей программой с наименьшей затратой времени.
При изучении темы рекомендуется соблюдать следующий порядок:
1. Подобрать рекомендуемую литературу.
3.Тщательно проработать материал темы и основные положения законспектировать, ответить на вопросы для самоконтроля.
4.Все вопросы, которые оказались неясными после самостоятельного изучения, следует записать и проконсультироваться у преподавателя.
5. Изучить данные методические рекомендации.
В результате освоения темы «Расчет гладких калибров» обучающийся должен:
Уметь:
- пользоваться средствами измерения, настраивать на заданные размеры;
- графически изображать на чертежах деталей, узлов и изделий допуски и посадки в сопряжениях;
Знать:
- порядок расчета калибров.
1. Методические указания по выполнению
ДОМАШНЕЙ работы
При выполнении домашней работы необходимо придерживаться указанных ниже правил. Работы, выполненные без соблюдения этих правил, не засчитываются и возвращаются студенту для переработки.
1.1 Правила оформления домашней работы:
Домашняя работа выполняется в отдельной тетради (12 листов).
На обложке тетради должны быть ясно написаны фамилия, имя студента, вариант (вариант соответствует номеру студента в учебном журнале), название дисциплины.
Домашняя работа выполняется в тетради чернилами синего или черного цвета, с полями для замечаний преподавателя.
Домашняя работа, содержащая не все задания, а также содержащая задания не своего варианта, не засчитывается.
При выполнении домашней работы необходимо сохранять нумерацию, указанную в задании.
Перед выполнением домашней работы переписывается ее условие.
Выполнение задания записывается подробно и аккуратно, с объяснением и мотивацией всех действий по ходу решения.
1.2 Методические рекомендации по выполнению домашнего задания.
Калибрами называются бесшкальные контрольные инструменты, предназначенные для ограничения отклонений размеров, формы и взаимного расположения поверхностей изделий. Контроль калибрами не позволяет определить действительных отклонений размеров изделия, но позволяет установить – находятся или нет отклонения размеров изделия в заданных пределах.
Калибрами проверяют размеры гладких цилиндрических, конусных, резьбовых и шлицевых деталей, глубины и высоты уступов, а также взаимное расположение поверхностей и другие параметры.
Калибры применяют при массовом и крупносерийном производствах.
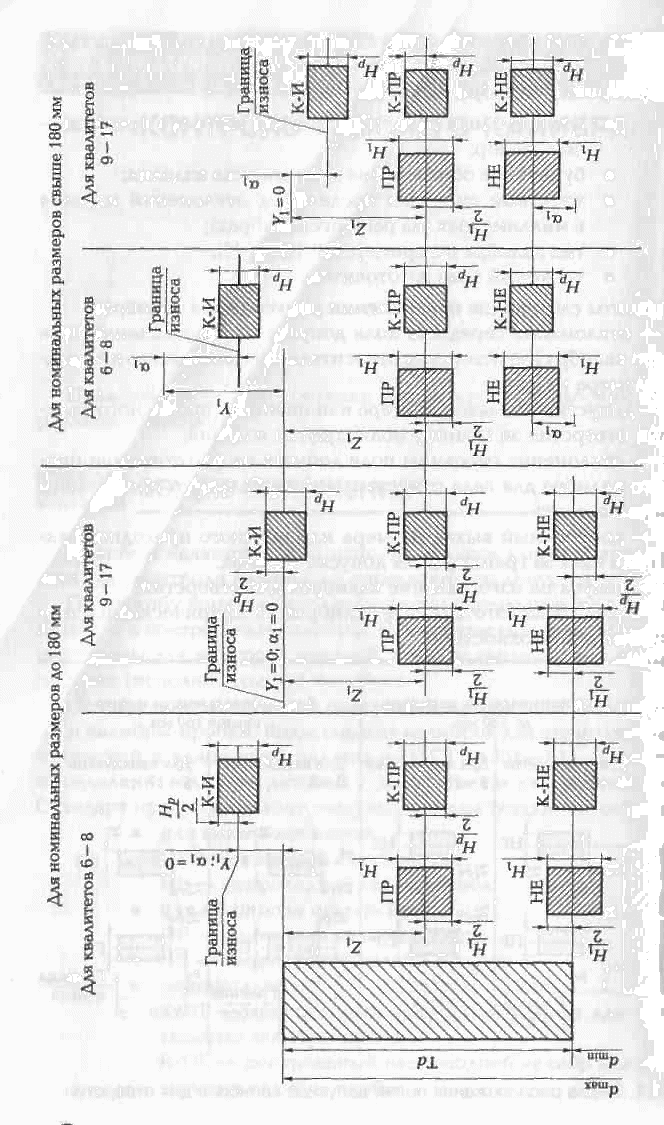
В комплект контрольных калибров входят три калибра, изготовленные в виде шайб: контрольный проходной калибр (К-ПР); контрольный непроходной калибр (К-НЕ); калибр для контроля износа проходного калибра (К-И). Контрольные калибры изготавливают в виде плоских шайб с шириной, соответствующей ширине контролируемой скобы.
Калибры К-ПР и К-НЕ – нормальные калибры, предназначенные для контроля соответствующих рабочих калибров-скоб при их изготовлении и приемке. Контрольный калибр К-И используют для проверки уровня изношенности рабочего проходного калибра как предельный непроходной калибр. Прохождение калибра К-И свидетельствует о переходе износа за допустимый предел, рабочий проходной калибр бракуют, после чего он подлежит ремонту или утилизации.
Но лучше всего для контроля калибров использовать концевые меры длины или универсальные измерительные приборы.
Маркировка
При маркировке на поверхность калибра (или его ручку для калибра-пробки) наносят:
– номинальный размер поверхности, для контроля которой предназначен калибр;
– буквенное обозначение поля допуска контролируемой поверхности; числовые значения предельных отклонений в соответствии с полем допуска контролируемой поверхности (значения в миллиметрах);
– тип калибра (ПР, НЕ, К-ПР и т.д.);
– товарный знак завода-изготовителя.
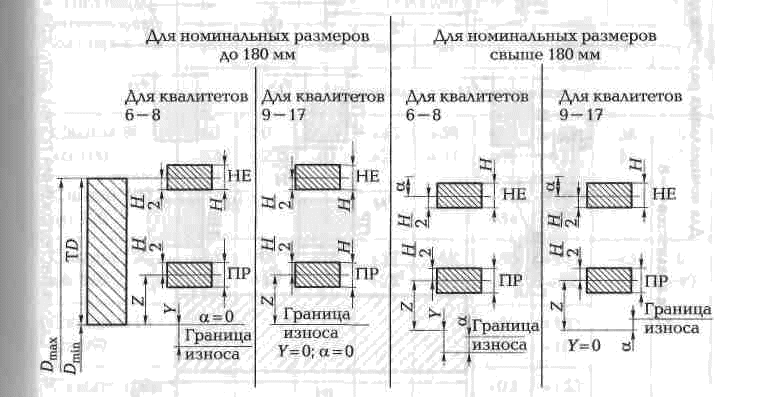
Допуски калибров
Расположение полей допусков калибров по ГОСТ 24853-81 зависит от номинального размера детали (различаются схемы для размеров до 180 мм и свыше 180 мм и для квалитетов 6,7,8 и от 9 до 17). Исполнительным называется размер калибра, по которому изготавливается калибр. При определении исполнительного размера пользуются правилом: за «новый» номинальный размер принимают предел максимума материала калибра с расположением поля допуска «в тело» детали. На чертежах рабочих калибров-пробок и контрольных калибров обозначают наибольший размер с отрицательным отклонением, равным ширине поля допуска, для калибров-скоб – наименьший размер с положительным отклонением.
Стандартом установлены следующие нормы для калибров:
Н – допуск на изготовление калибров для отверстия;
Нs – допуск на изготовление калибров со сферическими измерительными поверхностями (для отверстия);
Н1 – допуск на изготовление калибров для вала;
Нр – допуск на изготовление контрольного калибра для скобы.
Износ проходных калибров ограничивают значениями:
Y– допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия;
Y1 – допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия.
Для всех проходных калибров поля допусков смещены внутрь поля допуска детали на величину Z для калибров-пробок и величину Z1 для калибров-скоб.
Схемы полей допусков для калибров пробок и калибров- скоб студенты самостоятельно рассматривают по справочной литературе
2. Задание по выполнении домашней работы
Определить предельные размеры калибров для контроля вала диаметром D и контрольного калибра к ним.
Построить схему расположения полей допусков, на которой нанесли величины предельных отклонений.
Изобразить эскиз рабочих калибров для вала и проставить исполнительные размеры.
Варианты задания
| Вариант | Размер, d мм | Основное отклонение | Вариант | Размер, d мм | Основное отклонение |
| 1 | 100 | D6 | 13 | 160 | F7 |
| 2 | 100 | J6 | 14 | 160 | N6 |
| 3 | 100 | K6 | 15 | 160 | D6 |
| 4 | 180 | N6 | 16 | 100 | N6 |
| 5 | 180 | P6 | 17 | 80 | S6 |
| 6 | 180 | R6 | 18 | 80 | K6 |
| 7 | 120 | S6 | 19 | 90 | P6 |
| 8 | 120 | F7 | 20 | 90 | H7 |
| 9 | 120 | H7 | 21 | 90 | F7 |
| 10 | 140 | K7 | 22 | 150 | R6 |
| 11 | 140 | H6 | 23 | 170 | D6 |
| 12 | 140 | R6 | 24 | 180 | H6 |
|
|
|
| 25 | 110 | K6 |
Пример 1. Определить предельные размеры калибров для контроля вала диаметром 100h6 и контрольного калибра к ним. Построить схему расположения полей допусков, на которой нанести величины предельных отклонений. Изобразить эскиз рабочих калибров для вала и проставить исполнительные размеры.
Решение
Выберем схему расположения полей допусков, квалитет точности – 6, размер до 180 мм.
По табл. 1 определяем отклонения вала для d = 100 мм с полем допуска h6: - 0,022 мм. Получаем dmax = 100 мм; dmin = 99, 978 мм.
Таблица 1. Предпочтительные поля допусков валов в интервале номинальных размеров 80... 180 мм
| Интервалы номинальных размеров, мм | Квалитет 6 | Квалитет 7 | |||||||
| Поля допусков | |||||||||
| d6 | h6 | к6 | n6 | p6 | r6 | s6 | f7 | h7 | |
| Предельные отклонения, мкм | |||||||||
| Свыше 80 до 100 | -12 -34 | 0 -22 | +25 +3 | +45 +23 | +59 +37 | +73 +51 | +93 +71 | -36 -71 | 0 -35 |
| Свыше 100 до 120 | +76 +54 | +101 +79 | |||||||
| Свыше 120 до 140 | -14 -39 | 0 -25 | +28 +3 | +52 +27 | +68 +43 | +88 +63 | +117 +92 | -43 -83 | 0 -40 |
| Свыше 140 до 160 | +90 +65 | +125 +100 | |||||||
| Свыше 160 до 180 | +93 +68 | +133 +108 | |||||||
По табл. 3 определяем допуски и предельные отклонения калибра-скобы и контрольного калибра: Zx= 6 мкм; Y = 3 мкм; Н1 = = 8 мкм; Y1 = 4 мкм; Нр = 2,5 мкм.
Определяем наибольший предельный размер проходного калибра-скобы:
![]() = dmax – Z1 + Н1/2 = 100 - 0,006 +
= dmax – Z1 + Н1/2 = 100 - 0,006 + ![]() = 99,998 мм.
= 99,998 мм.
Определяем наименьший предельный размер проходного калибра-скобы:
![]() = dmax – Z1 – Н1/2 = 100 - 0,006 -
= dmax – Z1 – Н1/2 = 100 - 0,006 - ![]() = 99,990 мм.
= 99,990 мм.
Определяем наибольший предельный размер изношенного калибра-скобы:
![]() = dmax + Y= 100 + 0,003 = 100,003 мм.
= dmax + Y= 100 + 0,003 = 100,003 мм.
Определяем наибольший предельный размер непроходного калибра-скобы:
![]() = dmin + H1/2 = 99,978 +
= dmin + H1/2 = 99,978 + ![]() = 99,982 мм.
= 99,982 мм.
Определяем наименьший предельный размер непроходного калибра-скобы:
![]() = dmin – H1/2 = 99,978 -
= dmin – H1/2 = 99,978 - ![]() = 99,974 мм.
= 99,974 мм.
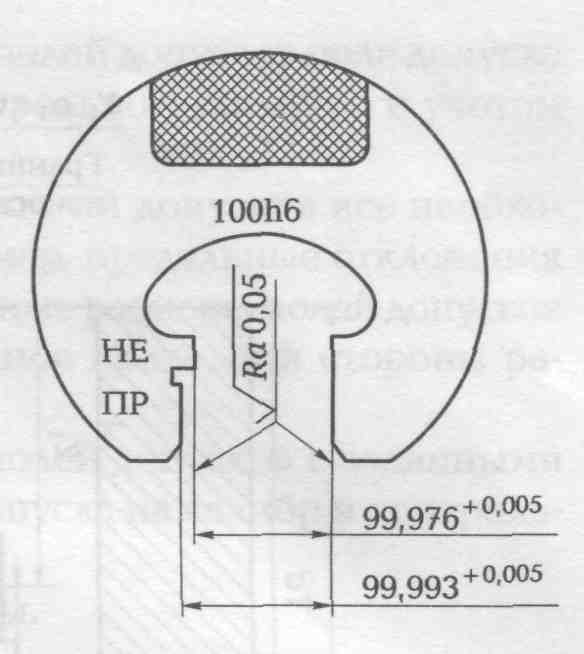
Исполнительные размеры калибра-скобы будут следующими (рис. 1):
| Dnp = (99,990+0008) мм; DHE = (99,974+0,008) мм.
|
рис. 1. калибр-скоба для контроля размера 100h6 |
Определяем наибольший проходной размер контрольного калибра-скобы:
![]() = dmax – Z1 + Нp/2 = 100 - 0,006 +
= dmax – Z1 + Нp/2 = 100 - 0,006 +![]() = 99,998 мм.
= 99,998 мм.
Определяем наименьший проходной размер контрольного калибра:
![]() = dmax – Z1 - Нp /2 = 100 - 0,006 -
= dmax – Z1 - Нp /2 = 100 - 0,006 -![]() =99,982 мм.
=99,982 мм.
Определяем наибольший предельный размер изношенного контрольного калибра:
![]() = dmax + У1 + Нр /2 = 100 + 0,004 +
= dmax + У1 + Нр /2 = 100 + 0,004 +![]() = 100,005 мм.
= 100,005 мм.
Определяем наименьший предельный размер изношенного контрольного калибра:
![]() = dmax + У1 + Нр /2 = 100 + 0,004 +
= dmax + У1 + Нр /2 = 100 + 0,004 +![]() = 100,003 мм.
= 100,003 мм.
Определяем наибольший предельный размер непроходного контрольного калибра:
![]() = dmin + Нр /2 = 99,978 +
= dmin + Нр /2 = 99,978 + ![]() = 99,980 мм.
= 99,980 мм.
Определяем наименьший предельный размер непроходного контрольного калибра:
![]() = dmin + Нр /2 = 99,978 +
= dmin + Нр /2 = 99,978 + ![]() = 99,963 мм.
= 99,963 мм.
Исполнительные размеры контрольного калибра будут следующими:
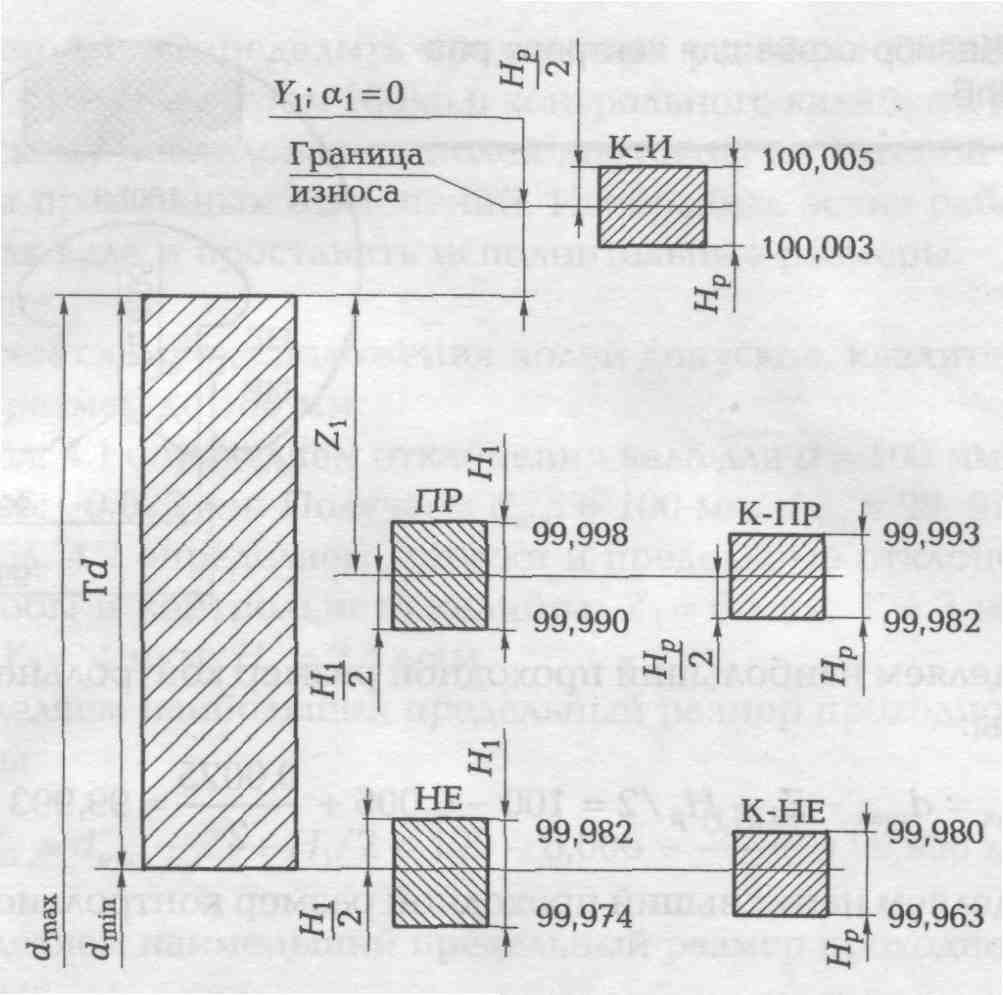
![]()
Рис. 2. Схема расположения полей допусков калибров для вала 100h6
![]() = (99,997 ±0,0175) мм;
= (99,997 ±0,0175) мм;
![]() = (100,004 ±0,0175) мм;
= (100,004 ±0,0175) мм;
![]() = (99,978 ±0,0175) мм.
= (99,978 ±0,0175) мм.
Схема расположения полей допусков калибров для вала 100 h6 приведена на рис. 2.
Приложение
|
| Номинальный размер изделия, мм | ||||||||
| До 180 | Св 180 до 500 | ||||||||
| Рабочий калибр | Контрольный калибр | Рабочий калибр | Контрольный Калибр | ||||||
| Размер | Допуск | Размер | Допуск | Размер | Допуск | Размер | Допуск | ||
| Для отверстия | Проходная сторона Новая |
|
| - | - |
|
| - | - |
| Проходная сторона изношенная | | - | - | - |
| - | - | - | |
| Непроходная сторона | |
| - | - |
|
| - | - | |
| Для вала | Проходная сторона новая |
|
|
|
|
|
|
|
|
| Проходная сторона изношенная |
| - |
| - |
|
| |||
| Непроходная сторона |
|
|
|
|
| ||||
Таблица 2. Формулы для определения исполнительных размеров
Примечание. При подсчете исполнительных размеров калибров (наибольших отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления: округление размеров рабочих калибров (наибольших для отверстия и наименьших для валов) для изделий квалитетов 6-14 и всех контрольных калибров размеры следует округлять до величин кратных 0,5 мкм, при этом допуск на калибры сохраняются размеры оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону уменьшения производственного допуска изделия
Допуски и отклонения калибров
Допуски и отклонения калибров должны соответствовать указанным в табл.3.
Таблица 3.
| Квалитеты допусков изделий | Обозначения размеров и допусков | Интервалы размеров, мм | Допуск на форму калибра | ||||||||||||||
| До 3 | Св3 до 6 | Св 6 до10 | Св 10 до 18 | Св 18 до 30 | Св 30 до 50 | Св 50 до 80 | Св 80 до 120 | Св 120 до 180 | Св 180 до 250 | Св 250 до 315 | Св 315 до 400 | Св 400 до 500 | |||||
| Размеры и допуски , мм | |||||||||||||||||
| 6 | Z Y d1 Z1 Y1 H1 Hs H1 Hp | 1 1 0 1.5 1.5 1.2 2 0.8 | 1.5 1 0 2 1.5 1.5 2.5 1 | 1.5 1 0 2 1.5 1.5 2.5 1 | 2 1.5 0 2.5 2 2 3 1.2 | 2 1.5 0 3 3 2.5 4 1.5 | 2.5 2 0 3.5 3 2.5 4 1.5 | 2.5 2 0 4 3 3 5 2 | 3 3 0 6 4 5 8 3.5 | 4 3 0 6 4 5 8 3.5 | 5 4 2 7 5 7 10 4.5 | 6 5 3 8 6 8 12 6 | 7 6 4 10 6 9 13 7 | 8 7 5 11 7 10 15 8 |
1T1 1T2 1T1 | ||
| 7 | Z, Z1 Y, Y1
H, H1 Hs Hp | 1.5 1.5 0 2 - 0.8 | 2 1.5 0 2.5 - 1 | 2 1.5 0 2.5 - 1 | 2 1.5 0 2.5 1.5 1 | 3 3 0 4 2.5 1.5 | 3.5 3 0 4 2.5 1.5 | 4 3 0 5 3 2 | 5 4 0 6 4 2.5 | 5 4 0 8 5 3.5 | 7 6 3 10 7 4.5 | 8 7 4 12 8 6 | 10 8 6 13 9 7 | 11 9 7 15 10 8 |
1T2 1T3 1T1 | ||
| 8 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 2 3 0 2 3 1.2 | 3 3 0 2.5 4 1.5 | 3 3 0 2.5 4 1.5 | 4 4 0 3 5 2 | 5 4 0 4 6 2.5 | 6 5 0 4 7 2.5 | 7 5 0 5 8 3 | 8 6 0 6 10 4 | 9 6 0 8 12 5 | 12 7 4 10 14 7 | 14 9 6 12 16 8 | 16 9 7 13 18 9 | 18 11 9 15 20 10 |
1T2 1T3 1T1 | ||
Продолжение табл.3
| Квалитеты допусков изделий | Обозначения размеров и допусков | Интервалы размеров, мм | Допуск на форму калибра | ||||||||||||
| До 3 | Св3 до 6 | Св 6 до10 | Св 10 до 18 | Св 18 до 30 | Св 30 до 50 | Св 50 до 80 | Св 80 до 120 | Св 120 до 180 | Св 180 до 250 | Св 250 до 315 | Св 315 до 400 | Св 400 до 500 | |||
| Размеры и допуски , мм | |||||||||||||||
| 9 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 5 0 0 2 3 1,2 | 6 0 0 2,5 4 1,5 | 7 0 0 2,5 4 1,5 | 8 0 0 2,5 4 1,5 | 9 0 0 4 6 2,5 | 11 0 0 4 7 2,5 | 13 0 0 5 8 3 | 15 0 0 6 10 4 | 18 0 0 8 12 5 | 21 0 4 10 14 7 | 24 0 6 12 16 8 | 28 0 7 13 18 9 | 32 0 9 15 20 10 |
1T2 1T2 1T1 |
| 10 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 5 0 0 2 3 1,2 | 6 0 0 2,5 4 1,5 | 7 0 0 2,5 4 1,5 | 8 0 0 2,5 4 1,5 | 9 0 0 4 6 2,5 | 11 0 0 4 7 2,5 | 13 0 0 5 8 3 | 15 0 0 6 10 4 | 18 0 0 8 12 5 | 24 0 7 10 14 7 | 27 0 9 12 16 8 | 32 0 11 13 18 9 | 37 0 14 15 20 10 |
1T2 1T2 1T1 |
| 11 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 10 0 0 4 - 1,2 | 12 0 0 5 - 1,5 | 14 0 0 6 4 1,5 | 16 0 0 8 5 2 | 19 0 0 9 6 2,5
| 22 0 0 11 7 2,5 | 25 0 0 13 8 3 | 28 0 0 15 10 4 | 32 0 0 18 12 5 | 40 0 10 20 14 7 | 45 0 15 23 16 8 | 50 0 15 25 18 9 | 55 0 20 27 20 10 |
1T3 1T4 1T1 |
| 12 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 10 0 0 4 - 1,2 | 12 0 0 5 - 1,5 | 14 0 0 6 4 1,5 | 16 0 0 8 5 2 | 19 0 0 9 6 2,5
| 22 0 0 11 7 2,5 | 25 0 0 13 8 3 | 28 0 0 15 10 4 | 32 0 0 18 12 5 | 45 0 15 20 14 7 | 50 0 20 23 16 8 | 65 0 30 25 18 9 | 70 0 35 27 20 10 |
1T3 1T4 1T1 |
Продолжение табл.3
| Квалитеты допусков изделий | Обозначения размеров и допусков | Интервалы размеров, мм | Допуск на форму калибра | ||||||||||||||||
| До 3 | Св3 до 6 | Св 6 до10 | Св 10 до 18 | Св 18 до 30 | Св 30 до 50 | Св 50 до 80 | Св 80 до 120 | Св 120 до 180 | Св 180 до 250 | Св 250 до 315 | Св 315 до 400 | Св 400 до 500 | |||||||
| Размеры и допуски , мм | |||||||||||||||||||
| 13 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 20 0 0 10 - 2 | 24 0 0 12 - 2,5 | 28 0 0 15 9 2,5 | 32 0 0 18 11 3 | 36 0 0 21 13 4 | 42 0 0 25 16 4 | 48 0 0 30 19 5 | 54 0 0 35 22 6 | 60 0 0 40 25 8 | 80 0 25 46 29 10 | 90 0 35 52 32 12 | 100 0 45 57 36 13 | 110 0 55 63 40 15 |
1T5 1T5 1T2 | ||||
| 14 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 20 0 0 10 - 2 | 24 0 0 12 - 2,5 | 28 0 0 15 9 2,5 | 32 0 0 18 11 3 | 36 0 0 21 13 4 | 42 0 0 25 16 4 | 48 0 0 30 19 5 | 54 0 0 35 22 6 | 60 0 0 40 25 8 | 100 0 45 46 29 10 | 110 0 55 52 32 12 | 125 0 70 57 36 13 | 145 0 90 63 40 15 |
1T5 1T5 1T2 | ||||
| 15 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 40 0 0 10 - 2 | 48 0 0 12 - 2,5 | 56 0 0 15 9 2,5 | 64 0 0 18 11 3 | 72 0 0 21 13 4 | 80 0 0 25 16 4 | 90 0 0 30 19 5 | 100 0 0 35 22 6 | 110 0 0 40 25 8 | 170 0 70 46 29 10 | 190 0 90 52 32 12 | 210 0 110 57 36 13 | 240 0 140 63 40 15 |
1T5 1T5 1T2 | ||||
| 16 17 | Z, Z1 Y, Y1
H, H1 Hs, Hp | 40 0 0 10 - 2 | 48 0 0 12 - 2,5 | 56 0 0 15 9 2,5 | 64 0 0 18 11 3 | 72 0 0 21 13 4 | 80 0 0 25 16 4 | 90 0 0 30 19 5 | 100 0 0 35 22 6 | 110 0 0 40 25 8 | 210 0 110 46 29 10 | 240 0 140 52 32 12 | 280 0 180 57 36 13 | 320 0 220 63 40 15 |
1T5 1T5 1T2 | ||||
Для размеров св.6 мм
Для размеров св. 1 мм
Примечания:
Числовые значения стандартных допусков – по СТ СЭВ 144 – 75
Исполнительные размеры рабочих калибров – по ГОСТ 21401 - 75
ЛИТЕРАТУРА
Маргвелашвили Л.В. Метрология, стандартизация сертификация на транспорте пособие. Издательский центр «Академия». 2013. – 280 с.
Медовой И.А. и др. Исполнительные размеры калибров: Справочник Машиностроения. 1980 – 384 с.
Зайцев С.А., Толстов А.Н. и др. Метрология, стандартизация и сертификация. М.: Издательский центр «Академия», 2012.
Зайцев С.А. и др. Допуски, посадки и технические измерения М.: Инфра - 2007.
19





Похожие файлы
Полезное для учителя


Распродажа видеоуроков!

1900 руб.
2380 руб.

1690 руб.
2110 руб.

2320 руб.
2900 руб.

1690 руб.
2110 руб.
Курсы ПК и ППК для учителей!

1000 руб.
4000 руб.

1000 руб.
4000 руб.
1000 руб.
4000 руб.

1000 руб.
4000 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Ваш личный кабинет
Проверка свидетельства