Способы изготовления и применение порошковой проволоки
Создайте Ваш сайт учителя Курсы ПК и ППК Видеоуроки Олимпиады Вебинары для учителей
Презентация по МДК 07.02 профессионального модуля ПМ 07 Сварка порошковой проволокой
Вы уже знаете о суперспособностях современного учителя?

Тратить минимум сил на подготовку и проведение уроков.

Быстро и объективно проверять знания учащихся.

Сделать изучение нового материала максимально понятным.

Избавить себя от подбора заданий и их проверки после уроков.

Наладить дисциплину на своих уроках.

Получить возможность работать творчески.
Просмотр содержимого документа
«Презентация по МДК 07.02 профессионального модуля ПМ 07 Сварка порошковой проволокой»
СВАРКА ПОРОШКОВОЙ ПРОВОЛОКОЙ
Выполнил:Дуплищев Виталий гр. 222ЧС
Проверил: Шитякова Е.Н .
Порошковая электродная проволока состоит из тонкой стальной ленты, свернутой в трубку диаметром от 2,5 до 5 мм заполненной внутри порошком требуемого состава.
Порошковая проволока позволяет получать любой состав наплавленного металла и может, применяться при сварке и наплавке сталей, чугуна, цветных металлов и твердых сплавов.

Схема изготовления порошковой проволоки
Технология производства порошковой проволоки разработана Институтом электросварки им. Е. о. Патона.
Лента 2 из мягкой малоуглеродистой стали 08 «кп» холодного проката* сматывается с кассеты 1, очищается щетками 3, сворачивается вальцами 4 в желоб (заготовку) и заполняется из бункера 5 тонкоразмолотым порошком. Избыток порошка снимается дозатором 6 и ссыпается в бункер 7. Заготовка с порошком протягивается роликами 5
через калибровочную) доску 8 со втулкой (фильером), изготовленной из твердого сплава, сворачиваясь при этом в трубку. Готовая проволока 10 наматывается на барабан 11. Порошковая проволока значительно дешевле легированной и производство ее несложно.
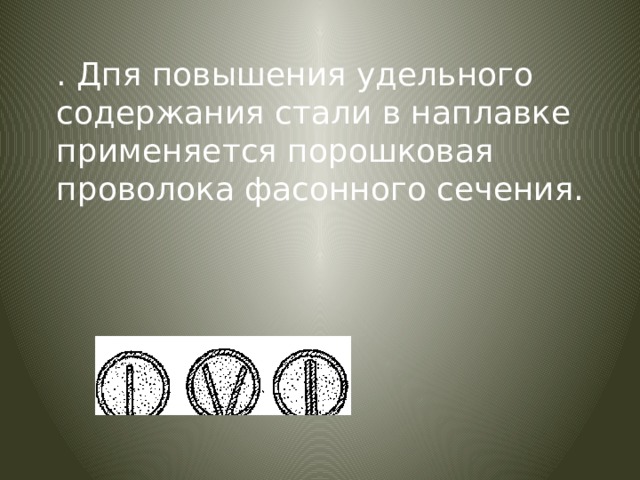
. Дпя повышения удельного содержания стали в наплавке применяется порошковая проволока фасонного сечения.

С целью увеличения производительности при наплавке больших поверхностей применяется ленточная порошковая проволока
1.Отбортовка нижней ленты
2. Заполнение порошком и укладка верхней ленты
3. Завальцовка кромок
4. Вдавливание углублений для уплотнения порошка
Для заполнения проволок применяются смеси из железного порошка, окислов металлов, ферросплавов. минералов органических веществ; подобных
проволок используемых для приготовления электродных покрытий.
Карбонатно-фтористые смеси дают хорошо раскисленный металл с небольшим содержанием водорода, но более пористый. для уменьшения пористости вводят титан и алюминий, которые связывают азот в стойкие нитриды, предупреждая выделение пузырьков газа. Они чувствительны к наличию на кромках металла влаги и ржавчины, поэтому их лучше использовать
при сварке в углекислом газе.
В проволоке для сварки низкоуглеродистой стали порошок имеет состав:
0,18-0,2% углерода,
1,9-2,5% марганца,
0,9-1,0% кремния,
остальное железо
для сварки теплоустойчивой стали 15ХМ
применяется порошок, содержащий 0,12-0,14% углерода, 2- 2,2% марганца,
0,9-1,1 % кремния,
0,8-1% хрома
0,45-0,5% молибдена,
серы и фосфора не более 0,03% каждого, остальное
железо,

Полуавтомат для сварки в углекислом газе
Углекислота в баллоне








Полезное для учителя


Распродажа видеоуроков!

1900 руб.
2380 руб.

1820 руб.
2270 руб.
1900 руб.
2380 руб.

2110 руб.
2640 руб.
Курсы ПК и ППК для учителей!

1500 руб.
6000 руб.

1000 руб.
4000 руб.

3450 руб.
13800 руб.

1000 руб.
4000 руб.
ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО МГНОВЕННО

* Свидетельство о публикации выдается БЕСПЛАТНО, СРАЗУ же после добавления Вами Вашей работы на сайт
Удобный поиск материалов для учителей
Ваш личный кабинет
Проверка свидетельства